
I produktionsverdenen, injektionsstøbning er en stærk proces, der bruges til at skabe alt fra bildashboards til flaskehætter. Selv med moderne teknologi kan der dog ske mangler. En af de mest almindelige og frustrerende af disse er Kort skud . Denne mangel ser ikke bare dårlig ud; Det skaber en ikke-funktionel del, der fører til spildte materialer, produktionsforsinkelser og højere omkostninger. ENt forstå, hvorfor der opstår korte skud, og hvordan man fikserer dem, er afgørende for enhver, der er involveret i plastikdelfremstilling. Denne vejledning leder dig gennem årsagerne, løsninger og forebyggelsesmetoder, der hjælper dig med at producere høj kvalitet, komplette dele hver gang.
Hvad er et kort skud i sprøjtestøbning?
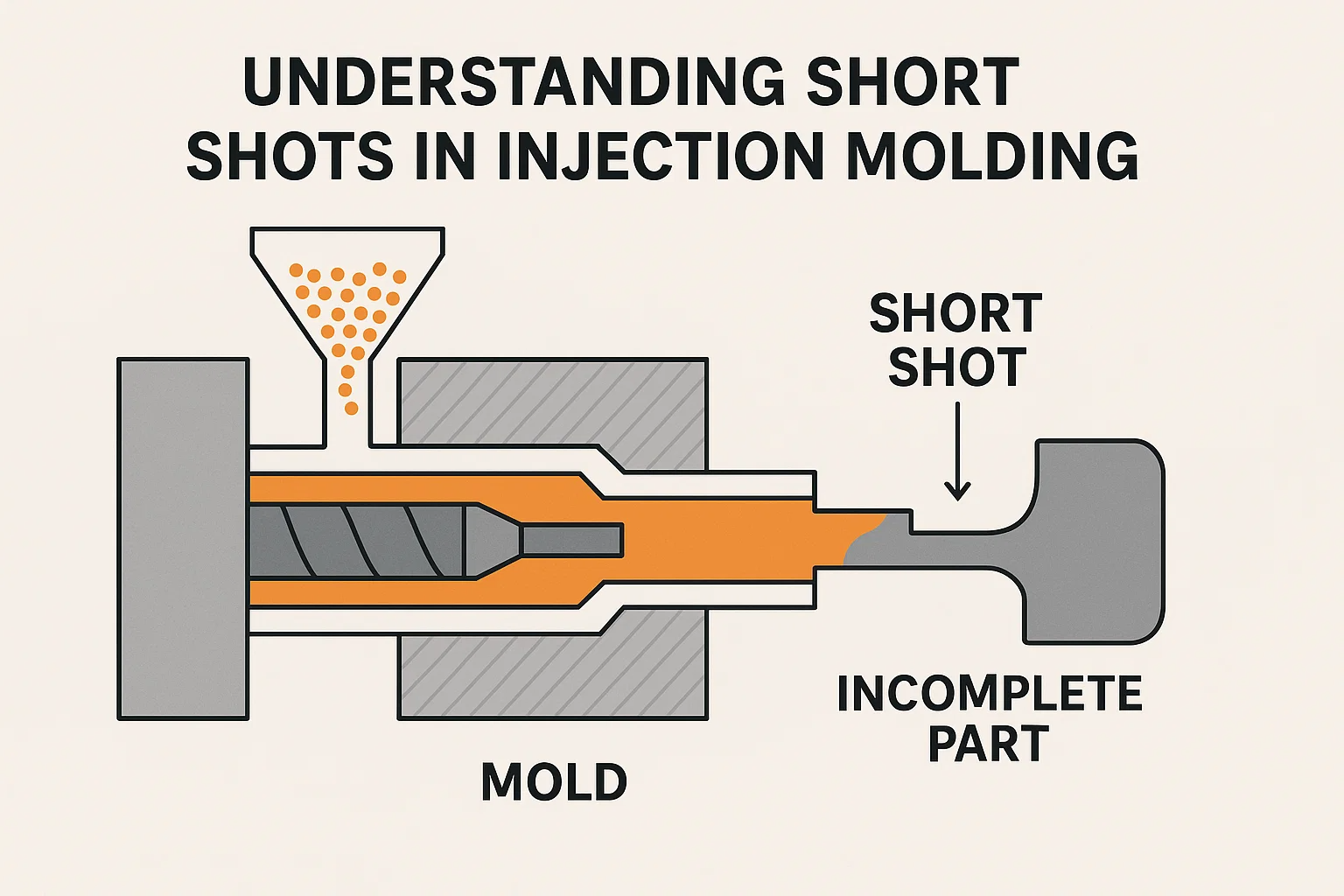
Kort sagt, a Kort skud er en støbningsdefekt, hvor den smeltede plastikharpiks ikke fuldt ud fylder formhulen. I stedet for en komplet, perfekt del, ender du med en komponent, der er ufuldstændig eller "kort." Det er som at prøve at fylde et glas med vand, men at løbe ud, før glasset er fuldt. Resultatet er en del, der mangler sektioner, ofte på de længste punkter, hvorfra plasten blev injiceret. Visuelt kan et kortskud vises som en delvist dannet del, eller det kan have en glat, afrundet kant, hvor plaststrømmen pludselig stoppede. Fordi et kort skud er en ufuldstændig del, er den straks ubrugelig og skal skrotes. Det er ofte et symptom på underliggende problemer med maskinen, skimmel eller materiale, der skal diagnosticeres og korrigeres.
Hvad forårsager korte skud?
Diagnostering af et kortskud kræver en systematisk tilgang, da årsagen kan stamme fra flere forskellige områder af injektionsstøbningsprocessen. De mest almindelige problemer kan spores tilbage til materialet, maskinindstillingerne eller selve formdesignet.
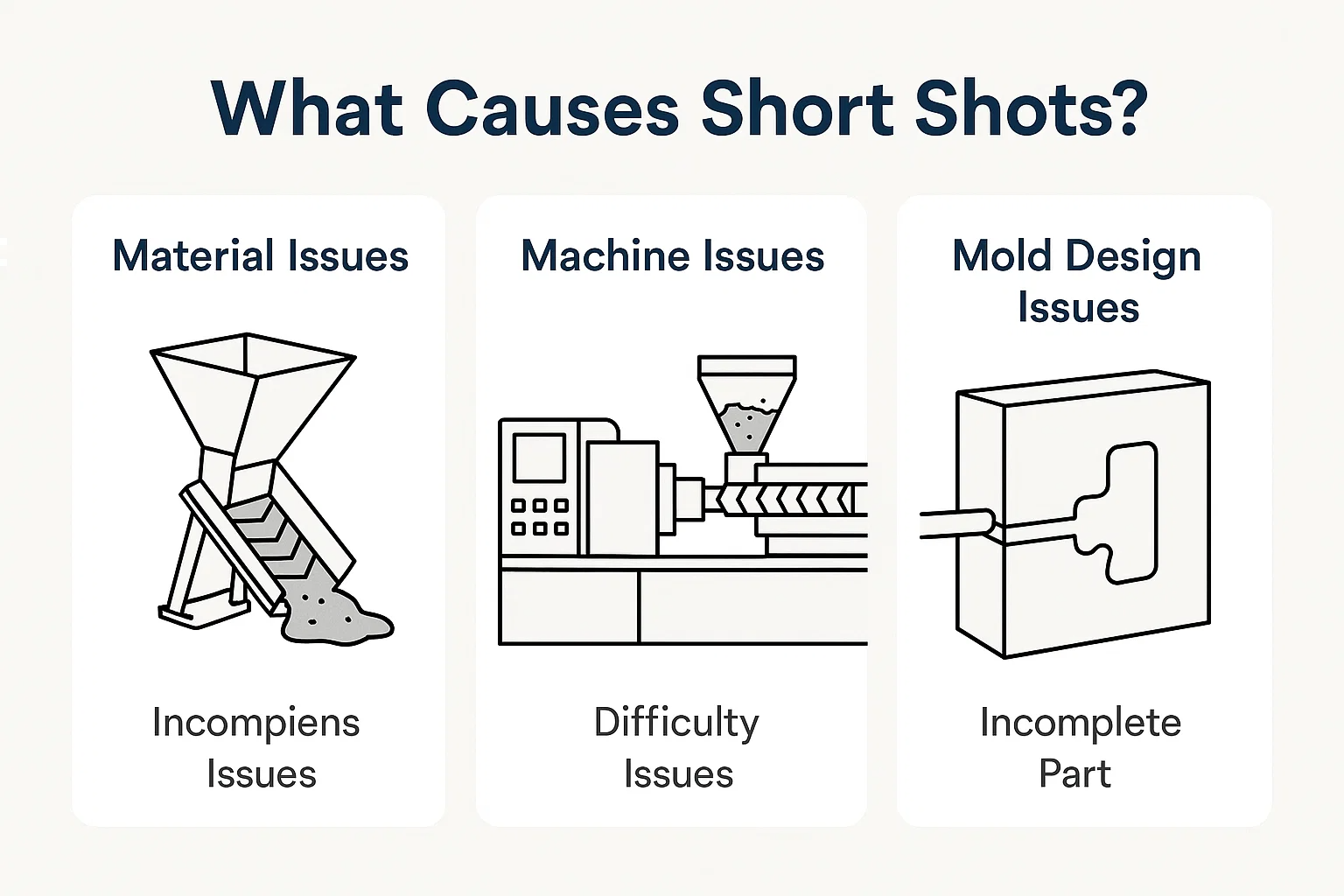
1. Materielle problemer
Den meget plast, du støbning, kan være den grundlæggende årsag til et kort skud. Problemer med harposets tilstand eller forberedelse kan forhindre, at den strømmer korrekt ind i formen.
-
Utilstrækkeligt materiale: Den mest ligetil årsag er simpelthen ikke at have nok plast til at fylde formen. Dette kan ske, hvis injektionsstøbemaskinens skrue ikke går langt nok til at skubbe den krævede volumen af plast, eller hvis der er en blokering i fodersystemet.
-
Løsninger: Kontroller maskinens materialehopper og fodringsmekanisme for at sikre, at den ikke er tom eller blokeret. Forøg skudstørrelsen på maskinens kontrolpanel for at levere en større mængde materiale.
-
-
Forkert smeltetemperatur: Hvis plasten ikke opvarmes til den rette temperatur, vil dens viskositet (dens modstand mod flow) være for høj. En tyk, "kold" smelte kæmper for at strømme gennem de smalle løbere og porte og kan stivne, før det kan fylde hele hulrummet.
-
Løsninger: Se materialeleverandørens datablad for det anbefalede smelte temperaturområde. Juster tønden og dysevarmerstemperaturerne på maskinen for at øge plastens temperatur og sænke dens viskositet.
-
-
Materiel viskositet: Selv ved den rigtige temperatur er nogle plast iboende mere viskøse (tykkere) end andre. Materialer som polycarbonat og polystyren med høj påvirkning kan være mere tilbøjelige til korte skud på grund af deres strømningsegenskaber. Derudover kan fugt i hygroskopisk plast (dem, der absorberer vand, som nylon) få dem til at nedbryde og miste deres strømningsegenskaber.
-
Løsninger: Sørg for, at materialer tørres korrekt inden brug i henhold til producentens specifikationer. Overvej at bruge en lavere viskositetskvalitet af det samme materiale eller et andet materiale helt med bedre strømningsegenskaber.
-
2. Maskinproblemer
Indstillingerne på din injektionsstøbemaskine er kritiske. Selv med det rigtige materiale og skimmel kan forkerte parametre let føre til et kort skud.
-
Utilstrækkeligt injektionstryk: Tryk er den kraft, der skubber den smeltede plast i formen. Hvis injektionstrykket er for lavt, har plasten ikke nok kraft til at rejse til de længste ender af hulrummet.
-
Løsninger: Forøg indstillingen af injektionstryk på maskinen. Dette er ofte den første og enkleste løsning at prøve. Vær dog forsigtig med ikke at bruge overdreven pres, da det kan forårsage andre defekter som flash.
-
-
Forkert injektionshastighed: Den hastighed, hvormed plasten indsprøjtes, spiller også en afgørende rolle. Hvis hastigheden er for langsom, kan plasten muligvis begynde at afkøle og størkne for tidligt, før hulrummet er fuldt. Dette gælder især for tyndvæggede dele.
-
Løsninger: Forøg injektionshastigheden. En hurtigere injektionshastighed kan hjælpe plasten med at nå alle dele af formen, før den mister varme og viskositet.
-
-
Ventilationsproblemer: Når plasten fylder en form, skal luften, der er fanget inde, have en måde at flygte på. Hvis formenes ventilationsåbninger er blokeret eller forkert størrelse, skaber den fangede luft en bagtryk, der modstår strømmen af plast, hvilket effektivt "kortslut" skuddet.
-
Løsninger: Rengør formeens ventilationsåbninger og afskedslinjer. Sørg for, at udluftningsdybder er korrekte (typisk 0,0005 til 0,001 inches eller 0,013 til 0,025 mm). Overvej at tilføje yderligere ventilationsåbninger eller et vakuumudluftningssystem til komplekse forme.
-
3. Molddesignproblemer
Selv med perfekt materiale- og maskinindstillinger kan en dårligt designet form gøre det umuligt at fremstille en komplet del. Disse spørgsmål er ofte de mest udfordrende at løse, fordi de kræver fysiske ændringer af værktøjet.
-
Portstørrelse og placering: Porten er den åbning, gennem hvilken smeltet plast kommer ind i formhulen.
-
Gate størrelse: Hvis porten er for lille, kan den fungere som en begrænsning og forhindre nok materiale i at strømme ind i hulrummet. Friktionen fra en lille port kan også få materialet til at afkøle for tidligt.
-
Løsninger: Forstør portstørrelsen. En bredere eller tykkere port giver mulighed for en hurtigere og mere effektiv strøm af plast.
-
-
Gate placering: En forkert placeret port kan også føre til et kort skud, især hvis det er langt fra de områder, der skal udfyldes sidst. Dette øger strømningslængden og risikoen for plastkøling, inden den når slutningen af hulrummet.
-
Løsninger: Flyt porten til en mere central eller optimal position for at sikre, at alle områder af delen kan fyldes jævnt. For komplekse dele kan flere porte være nødvendige.
-
-
-
Runner System Design: Runner -systemet er et netværk af kanaler, der dirigerer plasten fra maskindysen til portene.
-
Løberstørrelse og layout: Et løbersystem, der er for lille eller for lang, kan forårsage et betydeligt trykfald, hvilket betyder, at der ikke er nok kraft til at skubbe plasten helt til enden af formhulen.
-
Løsninger: Forøg diameteren på løberne for at reducere tryktab og forbedre strømmen. Omdesign løberlayoutet for at være mere direkte og afbalanceret, hvilket sikrer, at alle hulrum (i en multi-hulrumsform) udfyldes i samme hastighed.
-
-
-
Vægtykkelse: Tynde vægsektioner på en deldesign kan være en vigtig årsag til korte skud. Smeltet plast afkøles meget hurtigt, og hvis det skal strømme gennem et meget tyndt område, kan det størkne, før det når den anden side, hvilket skaber en ufuldstændig del.
-
Løsninger: Rediger deldesignet for at øge vægtykkelsen i de problematiske områder. Selvom dette muligvis ikke altid er muligt, er det en vigtig overvejelse i den indledende designfase. For eksisterende forme skal du muligvis bruge et mere flydende materiale, højere temperaturer eller hurtigere injektionshastigheder for at kompensere.
-
Sådan identificeres korte skud
At identificere et kort skud er normalt ligetil, da det er en meget synlig defekt. Imidlertid hjælper en systematisk tilgang med at bekræfte problemet og præciserer dens nøjagtige placering, som er afgørende for effektiv fejlfinding.
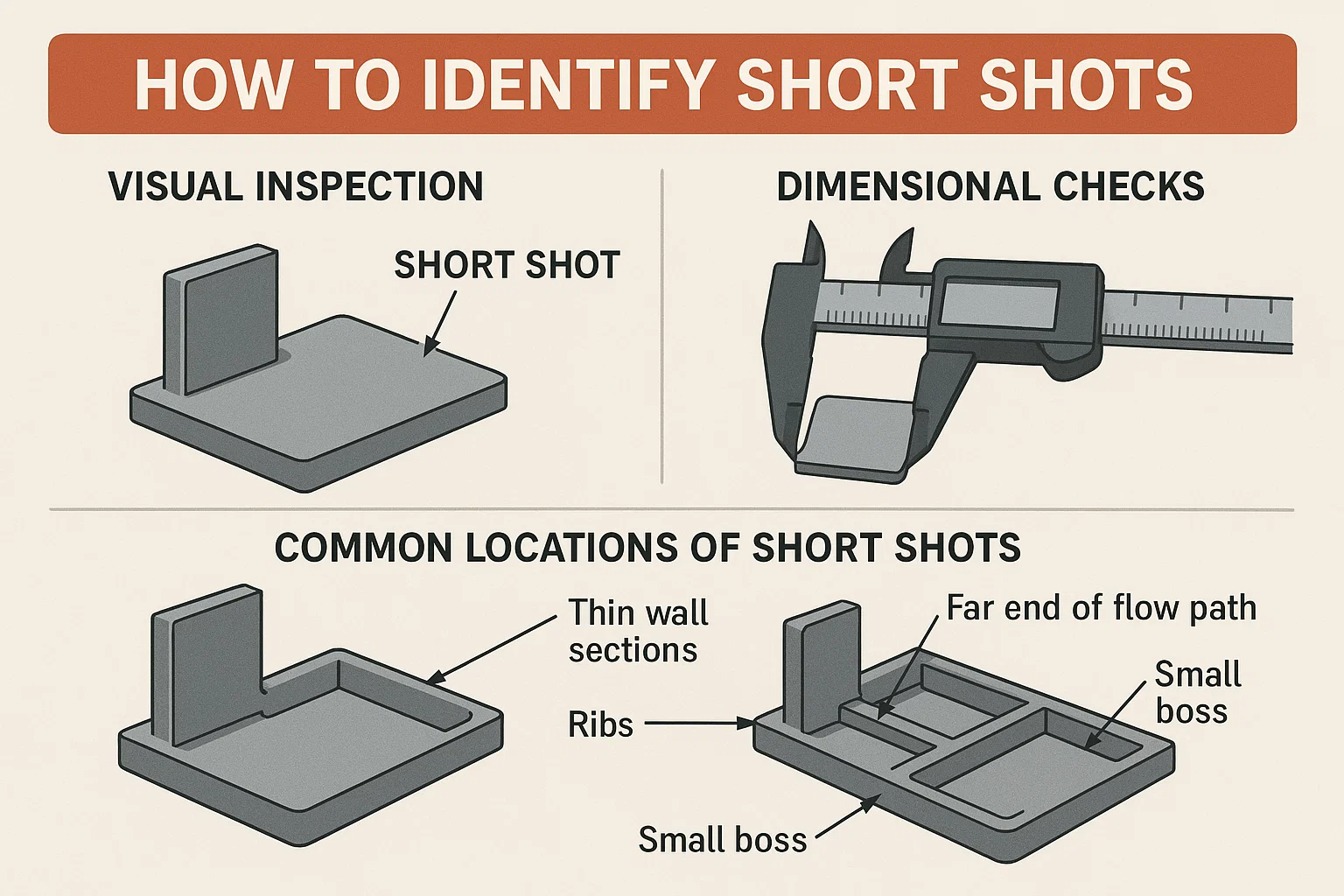
Visuel inspektion
Den mest almindelige måde at få øje på et kort skud er gennem en hurtig visuel kontrol. Et kort skud er straks indlysende, fordi delen er ufuldstændig. Du vil bemærke, at sektioner af delen mangler, eller at delen pludselig ender med en afrundet, uafsluttet kant, hvor plaststrømmen stoppede. Dette er typisk en glat, buet overflade, fordi den smeltede plasts overfladespænding får den til at trække lidt tilbage, når den størkner. Dette er et fortællende tegn på, at formhulen ikke var fyldt.
Dimensionelle kontroller
Mens en visuel kontrol ofte er nok, kan det at udføre en dimensionel kontrol give mere specifik information, især for dele med komplekse geometrier. Hvis du har en del, der ser ud næsten Komplet, men du er usikker, måler dens længde, bredde og højde. Et kort skud vil ikke opfylde de krævede dimensioner, da delen ikke har fyldt hele formhulen. For dele med tynde vægge er et kort skud muligvis ikke synligt indlysende i starten, men en dimensionel kontrol vil bekræfte problemet.
Almindelige placeringer af korte skud
Korte skud forekommer næsten altid på Slutning af strømmen stien , som er det punkt, der er længst fra porten, hvor plasten kommer ind i hulrummet. Den smeltede plast mister varme og tryk, når den rejser, så de sidste områder, der skal fyldes, er de mest modtagelige for et kort skud. Disse områder er ofte:
-
Tynde vægsektioner.
-
Ribben eller små chefer.
-
Funktioner, der er en lang afstand fra porten.
-
Områder med dårlig eller ingen udluftning.
Ved at vide, hvor du skal se, kan du hurtigt bekræfte et kort skud og begynde at knytte det til de potentielle årsager, der er omtalt tidligere.
Løsninger til korte skud
At løse et kortskud kræver en strategisk tilgang. Det er ofte bedst at starte med de nemmeste og mest omkostningseffektive løsninger, før de flytter til mere komplekse og dyre. Start med maskinindstillinger, overvej derefter materiale, og se til sidst på selve formen.
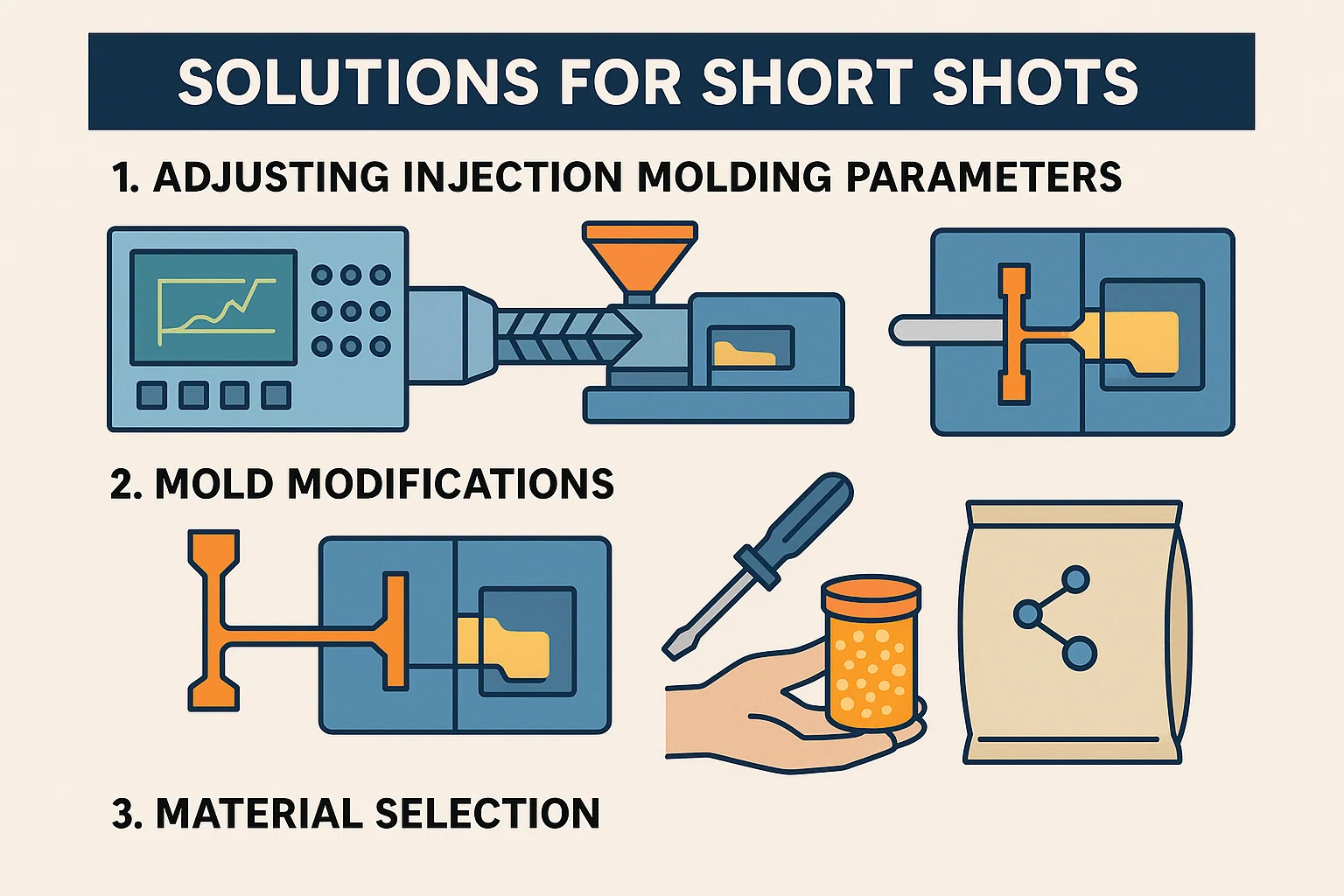
1. Justering af injektionsstøbningsparametre
Den hurtigste og mest almindelige måde at løse et kort skud er ved at foretage justeringer af maskinens indstillinger. Disse ændringer kan ofte foretages på kontrolpanelet uden at stoppe produktionen længe.
-
Stigende injektionstryk: Dette er normalt den første og mest effektive løsning. Ved at øge trykket giver du den smeltede plastik mere kraft til at rejse gennem formen og hjælpe den med at fylde selv de mest vanskelige at nås. Forøg trykket i små trin (f.eks. 50-100 psi), indtil delen er afsluttet.
-
Optimering af injektionshastighed: En hurtigere injektionshastighed kan hjælpe med at fylde formen, før plasten har en chance for at afkøle og størkne. Dette er især vigtigt for tyndvæggede dele eller dem med lange strømningsstier. Ligesom med tryk skal du øge hastigheden gradvist for at undgå andre defekter som flash- eller forbrændingsmærker.
-
Ændring af smeltetemperatur: En højere smeltetemperatur vil sænke plasten Viskositet , hvilket får det til at flyde lettere. Kontroller materialets datablad for det anbefalede temperaturområde, og øg tønden og dysetemperaturerne for at forbedre fluiditeten. Dette kan være en meget effektiv løsning, men vær opmærksom på ikke at overophedes materialet, hvilket kan forårsage nedbrydning.
2. formmodifikationer
Hvis justering af maskinparametre ikke løser problemet, kan problemet være med selve formen. Disse løsninger kræver lukning af maskinen og fysisk ændring af værktøjet. Mens de er dyrere, giver de en langsigtet løsning.
-
Gate- og løberjusteringer: Størrelsen og designet af porten og løberne er kritiske for korrekt strømning. Hvis de er for små, kan de begrænse strømmen af plast. Forstørrelse af porten eller udvidelsen af løberne giver mere materiale mulighed for at strømme ind i hulrummet med mindre modstand. For forme med flere hulrum er afbalancering af løberne også nøglen til at sikre, at hvert hulrum fylder jævnt.
-
Forbedring af udluftning: Fanget luft i formen kan fungere som en pude og forhindre, at plasten fylder hulrummet. Rengøring af eksisterende ventilationsåbninger er et simpelt første skridt. Hvis problemet fortsætter, kan en formproducent muligvis tilføje yderligere åbninger til formen på de punkter, hvor det korte skud forekommer. I nogle tilfælde en Vakuum udluftningssystem kan installeres for aktivt at trække luft ud af formen.
-
Forbedringer af opvarmningssystem: Til komplekse forme eller tykvæggede dele, en Hot Runner System kan bruges. I modsætning til kolde løbere holder varme løbere plasten smeltet helt op til porten, hvilket eliminerer behovet for at genopvarme og sikre en mere konsekvent temperatur og lettere strømning.
3. Valg af materiale
Nogle gange er den enkleste løsning at skifte materiale eller sikre, at den aktuelle er forberedt korrekt.
-
Valg af den rigtige materialeklasse: Inden for en enkelt type plast er der forskellige kvaliteter med forskellige strømningsegenskaber. Hvis du bruger et materiale med en lav smelteflowhastighed (MFR), skal du overveje at skifte til en højere MFR -klasse, som er designet til at strømme lettere.
-
Materielle tørringsteknikker: Mange hygroskopiske plastiske (som nylon, ABS og polycarbonat) absorberer fugt fra luften. Når den er støbt, vender denne fugtighed sig til damp, som kan hindre plaststrømmen og forårsage korte skud. Sørg altid for, at dit materiale er korrekt tørret i en varm luft eller tørremiddel tørretumbler inden behandling.
Forebyggelse af korte skud
Den bedste måde at håndtere et kort skud på er at forhindre, at det sker i første omgang. Proaktive foranstaltninger i design- og vedligeholdelsesfaserne kan spare betydelig tid og penge på linjen.
-
Design til fremstilling (DFM) principper: Dette er et afgørende første skridt. DFM involverer at designe en del med fremstillingsprocessen i tankerne. Når det kommer til støbning af injektion, betyder det:
-
Ensartet vægtykkelse: Undgå dramatiske ændringer i vægtykkelse. Dette sikrer, at plaststrømmene og afkøles i en konsekvent hastighed, hvilket forhindrer korte skud i tynde sektioner.
-
Passende ribben og boss design: Sørg for, at ribben, bosser og andre funktioner er designet med passende trækvinkler og fileter for at lette let plaststrøm og forhindre luftfælder.
-
Minimer strømningslængden: Design delen, så plasten ikke behøver at rejse en for lang afstand fra porten, hvilket reducerer risikoen for for tidlig afkøling.
-
-
Regelmæssig maskinvedligeholdelse: En velholdt maskine er en pålidelig maskine. Regelmæssigt kontrol og service af din injektionsstøbemaskine kan forhindre mange problemer, der fører til korte skud.
-
Rengør dyser og tønder: Sørg for, at der ikke er blokeringer eller opbygninger af størknet plast, der kan begrænse materialestrømmen.
-
Kontroller varmeapparatbånd og termoelementer: Kontroller, at alle varmeelementer fungerer korrekt for at sikre, at plasten smelter ensartet og når den ønskede temperatur.
-
-
Materiel håndtering af bedste praksis: Korrekt materialeopbevaring og forberedelse er vigtig.
-
Korrekt tørring: Tør altid hygroskopiske materialer som anbefalet af leverandøren. Dette er måske det eneste vigtigste forebyggende trin for disse materialer.
-
Korrekt opbevaring: Opbevares harpikser i forseglede, klimakontrollerede miljøer for at forhindre fugtabsorption og forurening.
-
Casestudier
Eksempler i den virkelige verden illustrerer, hvordan principperne om fejlfinding af korte skud gælder i praksis. Disse casestudier fremhæver vigtigheden af systematisk diagnose.
-
Casestudie 1: Den tyndvæggede elektronikhus
-
Problem: En producent producerede et tyndvægget hus til en forbrugerelektronikenhed. Delene kom konsekvent ud med et kort skud i et hjørne længst fra porten.
-
Diagnose: De første forsøg på at øge trykket og hastigheden mislykkedes, hvilket forårsager flash (overskydende plast) på andre dele af formen. En detaljeret analyse viste, at plasten afkølede for hurtigt, da den flød gennem det tynde afsnit.
-
Løsning: Holdet bestemte, at Smeltetemperatur var for lav til delens tynde geometri. De øgede tønden og dystemperaturen med 20 ° F, hvilket sænkede plastens viskositet lige nok til at give den mulighed for at fylde hele hulrummet uden at kræve overdreven tryk. Delene blev derefter produceret uden defekter.
-
-
Casestudie 2: Multi-cavity cap form
-
Problem: En form med fire identiske hulrum producerede korte skud i en eller to hulrum, mens de andre fyldte perfekt.
-
Diagnose: Da de korte skud var lokaliseret til specifikke hulrum, var problemet ikke relateret til maskinindstillinger eller materiale. Det var en Molddesignproblem . En visuel inspektion af løberne afslørede, at løberen, der førte til de korte skudhulrum, var lidt længere og tyndere end de andre, hvilket forårsagede en Trykbalance .
-
Løsning: Formen blev sendt til en værktøjsbutik, hvor løberne blev makket til at være af ensartet længde og diameter. Denne Afbalanceret løbersystemet , hvilket sikrede, at plastik flydede med lige pres for alle fire hulrum, hvilket eliminerer de korte skud.
-
Avancerede teknikker
Til produktion eller komplekse dele med høj volumen kan en mere videnskabelig tilgang til diagnosticering og forebyggelse af korte skud spare enorme mængder af tid og penge.
-
Formstrømningsanalyse: Før en form er endda bygget, Formstrømningsanalyse (MFA) Software kan simulere injektionsstøbningsprocessen. Det forudsiger, hvordan smeltet plast vil fylde et hulrum, identificere potentielle problemområder som korte skud, luftfælder og svejselinjer. Ved hjælp af MFA kan ingeniører optimere gate placeringer , Runner -systemer , og del vægtykkelse for at forhindre defekter, før stål er skåret.
-
Sensorer og overvågningssystemer: Moderne injektionsstøbemaskiner kan udstyres med sensorer, der giver realtidsdata om tryk, temperatur og hastighed. In-mold-tryksensorer er især nyttige; De måler trykket inde i hulrummet og kan detektere et kort skud i en brøkdel af et sekund, så maskinen stoppes automatisk. Dette overvågningsniveau gør det muligt for operatører at foretage præcise, datadrevne justeringer og sikrer en ensartet delkvalitet.
Konklusion
A Kort skud er mere end bare en synlig defekt; Det er et klart signal om, at noget i injektionsstøbningsprocessen, maskinen eller skimmelsesdesignet er ude af synkronisering. Mens de er en almindelig frustration i fremstillingen, er de også et løsbart problem. Ved systematisk diagnosticering af grundårsagen - hvad enten det er et problem med materialet, maskinindstillingerne eller selve formen - kan du implementere effektive løsninger og få produktion tilbage på sporet.
Nøglen til langvarig succes ligger imidlertid i forebyggelse . Ved at omfavne principper som Design til fremstilling (DFM) Og implementering af regelmæssig vedligeholdelse og korrekt materialehåndtering kan du minimere risikoen for korte skud, før de endda forekommer. Og til komplekse eller højvolumen-projekter, avancerede værktøjer som Mold Flow Analysis Og sensorer i formularen tilbyder en kraftfuld måde at sikre kvalitet og effektivitet helt fra begyndelsen. I sidste ende handler forståelse og adressering af korte skud ikke kun om at løse en defekt, men om at optimere hele din injektionsstøbningsoperation til konsistente resultater af høj kvalitet.

