
Indledning
I plastsprøjtestøbning er overfladefinishen på en del langt mere end et kosmetisk valg. Det har direkte indflydelse på, hvordan et produkt føles i en forbrugers hånd, hvordan lys reflekteres fra dets konturer, og mere kritisk, hvor rent delen skubbes ud af formhulen under produktionen. At vælge den forkerte finish kan føre til mikroridser, kosmetiske vaskemærker eller dele, der sidder fast i værktøjet, hvilket drastisk øger skrotmængden.
For at standardisere disse finish på tværs af forsyningskæden etablerede Society of the Plastics Industry (nu blot kendt som PLASTICS) SPI-klassificeringssystemet for overfladefinish. Mens foreningen har opdateret sit navn, refererer globale værktøjsmagere og produktionsingeniører stadig universelt til disse som "SPI-standarderne."
At forstå nuancerne i disse standarder - og hvordan forskellige polymerer interagerer med dem - er nøglen til at balancere æstetisk hensigt med fremstillingsvirkelighed.

De 4 primære SPI-finish-klassifikationer
SPI-standarden kategoriserer finish i fire forskellige bogstavkvaliteter (A, B, C og D), bestemt af mediet og metoden, der bruges til at polere formstålet. Inden for hver klasse angiver tallene 1 til 3 bearbejdningsniveauet og det resulterende gennemsnit af overfladeruhed (Ra).
Klasse A: Blank/skinnende finish (diamantpolering)
Klasse A finish repræsenterer toppen af optisk klarhed og højglans æstetik. Disse finish opnås ved omhyggeligt håndpolering af formhulrummet ved hjælp af gradvist finere kvaliteter af diamantpulverpudserpastaer.
- SPI A-1: Den højeste standard, der anvender en Grade 3 diamantpuderpasta for at opnå en ultraglat overfladeruhed på ca. 0,012 til 0,025 mikrometer Ra. Det giver en spejllignende, meget reflekterende finish.
- SPI A-2: Bruger en klasse 6 diamantpasta, hvilket resulterer i en lidt højere Ra-værdi (0,025 til 0,05 mikrometer), men bevarer en førsteklasses glans.
- SPI A-3: Poleret med en klasse 15 diamantpasta, der giver et skarpt, blankt udseende, men tillader en lidt mere tilgivende ruhedsprofil (0,05 til 0,10 mikrometer Ra).
Produktionsindsigt:
For at opnå en ægte klasse A-finish kræves højkvalitets, højhårdhed formstål som NAK80 eller S136. Standardværktøjsstål indeholder mikrourenheder eller porøsitet; Når de poleres til et A-1 niveau, "rives disse urenheder ud", hvilket efterlader mikroskopiske huller, der ødelægger finishen.
Desuden fungerer Klasse A-overflader som et forstørrelsesglas for indvendige delefejl - enhver lille volumetrisk krympning (synkemærker) bag en ribbe eller nav vil øjeblikkeligt være synlig under lysreflektion.
- Almindelige applikationer: Optiske linser, gennemsigtige lysrør, ansigtsskærme, spejle og avancerede forbrugerelektronikhuse, hvor et premium klaversort eller krystalklart look er påkrævet.
Klasse B: Halvblanke overflader (kornet papir)
Klasse B finish er designet til dele, der kræver et pænt, professionelt udseende uden de ekstreme omkostninger eller skrøbelighed ved en spejlfinish. Disse overflader opnås ved at bruge finkornet sandpapir påført i en lineær, overlappende bevægelse.
- SPI B-1: Færdig med 600-kornpapir, der giver en usædvanlig ren halvblank overflade med en typisk ruhed på 0,05 til 0,10 mikrometer Ra.
- SPI B-2: Poleret med 400-kornpapir, der giver et moderat halvblankt udseende (0,10 til 0,15 mikrometer Ra).
- SPI B-3: Poleret med 320-kornpapir, hvilket giver en blød satin glans med synlige, ensartede mikroridser (0,28 til 0,35 mikrometer Ra).
Produktionsindsigt:
Fordi polering af kornpapir introducerer et retningsbestemt, lineært ridsemønster til formen, skal værktøjsmageren justere poleringsslagene med retningen af formens åbning (udkastningsvej). Hvis kornlinjerne løber vinkelret på trækretningen, vil det støbte plastik gribe fat i mikrorillerne, hvilket fører til skrabemærker og alvorlige udstødningsbesvær under produktionskørslen.
- Almindelige applikationer: Huse til forbrugerapparater, interiørpaneler til biler, håndholdte elektroniske kabinetter og kommercielt kontorudstyr.

Klasse C: Matt finish (Stone Polish)
Klasse C finish er kendetegnet ved et blødt, mat, ikke-reflekterende mat udseende. Værktøjsmagere opnår denne tekstur ved at bruge profileringsoliesten (kornsten) til aggressivt at udglatte formstålet.
- SPI C-1: Opnået ved hjælp af en fin 600-korn poleringssten, hvilket resulterer i en glat mat finish (0,35 til 0,40 mikrometer Ra).
- SPI C-2: Færdig med en 400-korn sten, der skaber en tydelig mat tekstur (0,45 til 0,55 mikrometer Ra).
- SPI C-3: Færdig med en grovere 320-kornsten, der fjerner alle værktøjsmærker for at efterlade et mere ru, helt fladt mat look (0,63 til 0,85 mikrometer Ra).
Produktionsindsigt:
I industrielle applikationer vælges klasse C sjældent udelukkende til at "dekorere" en del. I stedet er det branchens go-to "omkostningseffektivitet" finish. Det primære formål med en stenpolering er hurtigt og økonomisk at slette de grove bearbejdningsmærker (kameller og riller), der efterlades af CNC-fræsere eller EDM-elektroder. Det er standardfinishen for dele, som slutbrugeren aldrig vil se.
- Almindelige applikationer: Indvendige konstruktionsribber, elektroniske beslag, konstruktionskomponenter til biler, brændstoftanke og skjult industrielt hardware.
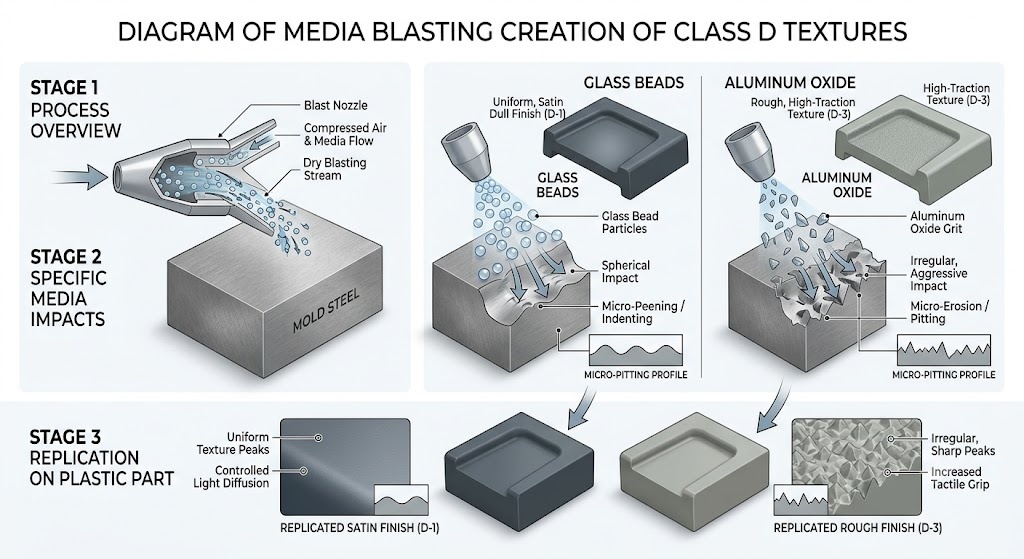
Klasse D: Tekstureret finish (blæsning/sandblæsning)
Klasse D finish giver en ru, stærkt tekstureret eller satin fornemmelse. Dette er en "destruktiv" tekstureringsproces, hvor formhulrummet udsættes for tørt medieblæsning under højt tryk.
- SPI D-1: Fremstillet ved at sprænge formstålet med fine glasperler, hvilket resulterer i en ensartet, satinlignende mat finish (0,80 til 1,10 mikrometer Ra).
- SPI D-2: Blæst med et mellemkvalitets blæsemedie eller sand, hvilket giver en mere ru, skridsikker tekstur (1,10 til 1,60 mikrometer Ra).
- SPI D-3: Blæst med groft aluminiumoxid eller tunge sandkorn, hvilket giver en meget taktil, ru, helt flad finish (2,30 til 3,20 mikrometer Ra).
Produktionsindsigt:
Klasse D finish er utrolige til at skjule overfladefejl som svejselinjer eller mindre synkemærker. Imidlertid skal ingeniører planlægge for "teksturforringelse." Over en lang produktionsperiode (f.eks. hundredtusindvis af cyklusser), vil slibende ingeniørplast som glasfyldt nylon langsomt erodere og "polere" de skarpe toppe af et sprængt formhulrum. Som et resultat kan en D-1-tekstur gradvist forvandle sig til en semi-mat tekstur over tid, hvilket kræver, at formen trækkes ud af produktionen og genblæses for at genoprette den oprindelige specifikation.
- Almindelige applikationer: Kraftige værktøjshåndtag, plastikrat, teksturerede bagageskaller, forbrugerelektronikgreb og industrielle kabinetter designet til at maskere fingeraftryk og ridser.
SPI overfladefinish sammenligningsdiagram
| SPI-klasse | Efterbehandlingsmetode / Medium | Typisk ruhedsgennemsnit (Ra - mikrometer) | Typisk gennemsnitlig ruhed (Ra - Mikrotommer) | Visuelt udseende og glansniveau | Relativ værktøjsomkostningsmultiplikator |
|---|---|---|---|---|---|
| A-1 | Grade 3 Diamond Buff | 0,012 til 0,025 | 0,5 til 1,0 | Høj spejlpolsk, meget reflekterende | 2,5x til 3,0x |
| A-2 | Grade 6 Diamond Buff | 0,025 til 0,05 | 1,0 til 2,0 | Spejlpolsk, god reflektivitet | 2,0x til 2,5x |
| A-3 | Grade 15 Diamond Buff | 0,05 til 0,10 | 2,0 til 4,0 | Højglans, bløde reflekser | 1,5x til 2,0x |
| B-1 | 600 grus papir | 0,05 til 0,10 | 2,0 til 4,0 | Halvblank, fin lineær glans | 1,3x |
| B-2 | 400 grus papir | 0,10 til 0,15 | 4,0 til 6,0 | Medium halvblank | 1,2x |
| B-3 | 320 kornpapir | 0,28 til 0,35 | 11,0 til 14,0 | Blødt satin, mild glans | 1,1x |
| C-1 | 600 grussten | 0,35 til 0,40 | 14,0 til 16,0 | Fin mat, ikke-reflekterende | 1,0x (basislinje) |
| C-2 | 400 grussten | 0,45 til 0,55 | 18.0 til 22.0 | Medium mat, flad finish | 0,9x |
| C-3 | 320 grussten | 0,63 til 0,85 | 25,0 til 34,0 | Grov mat, sletter værktøjsmærker | 0,8x |
| D-1 | Tør glasperleblæsning | 0,80 til 1,10 | 32,0 til 44,0 | Mat satin, fin perleskinnende teksturering | 1,2x |
| D-2 | Fin sandblæsning | 1,10 til 1,60 | 44,0 til 64,0 | Kedelig tekstureret, fuldstændig flad | 1,3x |
| D-3 | Groft sand / oxidblæsning | 2.30 til 3.20 | 90,0 til 130,0 | Meget ru, taktil grebstruktur | 1,4x |
Nøglefaktorer, når du vælger en SPI-overfladefinish
Valg af overfladefinish kræver en beregnet afvejning mellem materialeegenskaber, geometri og budget. Her er de kernefaktorer, der skal vejlede din beslutning om fremstilling (DFM).
Materialevalg: Krystallinske vs. Amorfe polymerer
Den molekylære struktur af din plastikharpiks dikterer direkte, hvor godt den replikerer formens finish.
- Amorfe polymerer (fx polycarbonat, ABS, akryl/PMMA) har et tilfældigt molekylært layout, der flyder perfekt mod poleret stål. De udmærker sig ved at opfange klasse A diamantfinisher for absolut gennemsigtighed eller højglans.
- Krystallinske polymerer (f.eks. nylon/PA, polypropylen, polyethylen) gennemgår struktureret krystallisation, når de afkøles, hvilket forårsager højere krympning. Desuden, hvis du tilføjer glasfibre (GF) til disse materialer for styrke, har fibrene en tendens til at flyde til overfladen. At specificere en klasse A-finish på en 30 % glasfyldt nylon er spild af kapital – overfladen vil i sagens natur se stribet og plettet ud. Disse materialer fungerer meget bedre på klasse C eller klasse D finish.
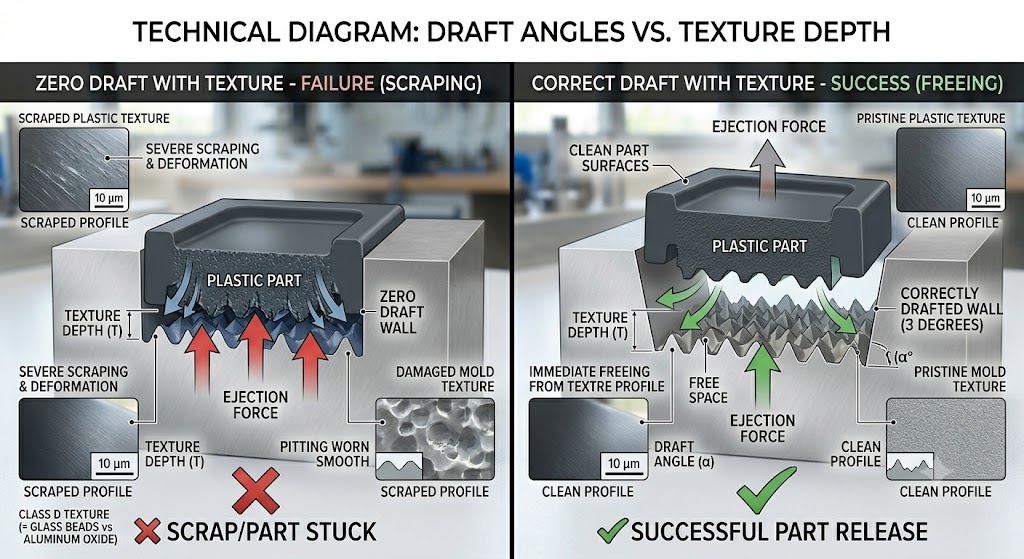
Udkastvinkelstraffen
Overfladeteksturer skaber mikroskopiske toppe og dale. Når formen åbner, skal plastdelen trækkes rent væk. Hvis delens lodrette vægge mangler tilstrækkelig træk (tilspidsning), vil det strukturerede stål fysisk skrabe, rive eller mærke køleplasten under udkast.
- Industriens gyldne regel: For standard glatte finish (Klasse A og B) er en minimumstrækvinkel på 0,5 til 1,0 grader pr. side acceptabel.
- Tekstureret tommelfingerregel: For klasse D sandblæst finish skal du tilføje ca. 1 ekstra grad af trækvinkel for hver 0,025 mm (svarende til 1 mil eller 0,001 tommer) teksturdybde. Undladelse af at tage højde for dette vil resultere i alvorlige trækmærker og deledeformation.
Værktøjsomkostninger og leveringstider
Som vist i sammenligningsdiagrammet, øger en klasse A-finish markant produktionsomkostningerne for forme. Håndpolering af et værktøj til en A-1-finish kan tilføje dage eller endda uger til en værktøjsgennemløbstid, fordi det skal gøres trin-for-trin (f.eks. kan du ikke hoppe fra en 320-kornsten direkte til diamantpasta uden at ødelægge stålmatrixen). Klasse C stenfinish er langt den hurtigste og billigste at producere.
Del funktionalitet
Overvej slutbrugsmiljøet. Højglans klasse A finish er berygtede ridsemagneter og viser fedtede fingeraftryk med det samme. Hvis et produkt er beregnet til at blive håndteret dagligt (som en controller eller elektronisk greb), giver en klasse D satin tekstur taktil friktion, mens den med succes skjuler slid og ælde over produktets levetid.
Sådan specificeres SPI-finish på tekniske tegninger
Klar kommunikation forhindrer kostbare værktøjs-omarbejder. Når du udarbejder dine produktionsplaner eller 2D-tekniske tegninger, skal du anvende disse bedste praksisser i branchen:
- Undgå generelle forklaringer: Skriv aldrig "Polske ydre overflader" i tegningsnoterne. Dette lader definitionen være helt op til fortolkning. Brug i stedet eksplicitte infoudvidelser som:
OVERFLADE ER SPI A-2 PÅ SYNLIGE KOSMETISKE ANSIGTER. - Brug teksturgrænsesplines: Hvis en enkelt støbt del har flere finish (f.eks. en klasse A blank accentstrimmel på et klasse D tekstureret hus), skal du tegne en ren, stiplet grænselinje på dit 2D-print for at vise de nøjagtige overgangszoner.
- Krydsreference globale standarder: Hvis du har med globale forsyningskæder at gøre, er din produktionspartner måske mere vant til europæiske VDI 3400 (som er baseret på gnist-erosion-skalaer) eller proprietære teksturkataloger som Mold-Tech. Bemærk de tilsvarende værdier, hvis det er relevant (f.eks. flugter SPI C-1 nogenlunde med VDI 18 til 21).
- Anmod om fysiske teksturplader: Inden du giver en værktøjsmager tilladelse til at strukturere et formhulrum på flere tusinde dollars, skal du anmode om en fysisk prøvechip støbt i din nøjagtige valgt harpiksmateriale. Teksturer ser meget anderledes ud på naturlig polypropylen, end de gør på sort polycarbonat.
Konklusion
At beherske SPI-standarder for overfladefinish bygger bro mellem industrielle designkoncepter og den virkelige produktionsydelse. Ved at forstå, at en klasse A-finish kræver førsteklasses værktøjsstål og fejlfrit deldesign, eller at en klasse D-tekstur kræver generøse trækvinkler, kan du undgå fremstillingsflaskehalse, sænke dine deleafvisningsrater og kontrollere dit værktøjsbudget.
Rådfør dig altid med din sprøjtestøbningspartner i det tidlige DFM-stadium for at tilpasse dit materialevalg, geometriske udkast og den ønskede SPI-standard, før du skærer stål.

