
I moderne industriel sprøjtestøbning – især inden for krævende nordamerikanske forsyningskæder til biler, rumfart og medicinsk udstyr – har drevet hen imod strukturel letvægtning og komponentintegration udløst en hidtil uset afhængighed af tyndvæggede profiler og komplekse, fiberforstærkede polymermatricer. Selvom disse fremskridt giver betydelige materiale- og masseeffektiviteter, øger de betydeligt risikoen for lokaliseret mekanisk fejl og kosmetisk afvisning som følge af striklinjer og svejselinjer. Langt fra at være simple overfladepletter, repræsenterer disse strukturelle grænseflader dybe diskontinuiteter inden for den støbte matrix, hvor polymerkæder ikke kan interdiffundere tilstrækkeligt. For at beskytte snævre OEM-margener og opretholde strenge mekaniske sikkerhedsstandarder kan producenter ikke længere behandle striklinjesanering som en række prøve-og-fejl-justeringer ved pressen. I stedet skal ingeniørteams anvende en datadrevet metode, der problemfrit forbinder kvantitativ inspektion på værkstedet med avanceret forudsigelig simulering og optimeret værktøjslayout.
Detektering og inspektion af striklinjer: Overgang fra visuelle til kvantitative målinger
For at etablere en robust kvalitetskontrolramme skal støbeoperationer eliminere subjektive visuelle evalueringer og erstatte dem med præcise, kvantificerbare metrikker. På produktionsgulvet kategoriserer traditionel visuel inspektion ofte problemer med striklinjer via vage kvalitative beskrivelser. Ægte proceskontrol kræver, at disse kvalitative observationer konverteres til digitale, repeterbare variabler. Overflademorfologi skal kategoriseres i distinkte fysiske lag: overfladiske mikroriller, dybe taktile indhak og differentiel lokaliseret misfarvning. Ved hjælp af specialiserede billedbehandlingsteknikker, såsom lavvinklet græsningsbelysning og højkontrastprojektionsbilleddannelse, kan kvalitetsingeniører kortlægge overfladeafvigelser. For kosmetiske komponenter skal spektrofotometre bruges til at registrere kromatiske skift på tværs af grænsefladen ved hjælp af det standardiserede CIELAB-farverum, der etablerer en øvre tærskelgrænse, såsom Delta E_ab mindre end eller lig med 0,5. Samtidig kræves kontaktglansmålere for at kvantificere lokale spejlende glansreduktioner, hvilket sikrer, at svejseområdet matcher den nominelle tekstur inden for en specificeret toleranceværdi.
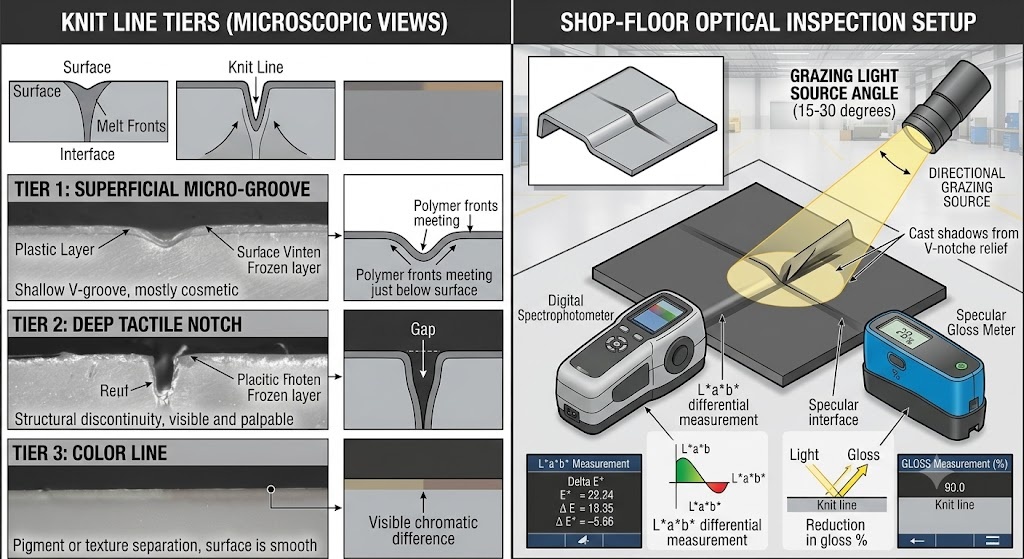
For bærende eller væskekritiske tekniske komponenter repræsenterer ikke-destruktive overflademålinger kun halvdelen af valideringsprotokollen. Mekanisk integritet skal bekræftes via strenge standardiserede destruktive testregimer. Tekniske protokoller skal påbyde, at trækprøvestænger (i overensstemmelse med ASTM D638 eller ISO 527) høstes direkte fra produktionskomponenter, med striklinjen præcist lokaliseret i midten af målelængden. Disse prøvers mekaniske ydeevne benchmarkes derefter mod identiske basislinjeprøver støbt uden en grænseflade for at beregne svejselinjestyrke-retentionsfaktoren (WRF), som er udtrykt ved følgende almindelig tekstligning:
Mens et æstetisk forbrugerhus kan tolerere et betydeligt fald i styrke, forudsat at farvevariationen er ubetydelig, håndhæver kritiske bilkomponenter under motorhjelmen eller medicinsk væskemanifold ofte strenge kvalitetstærskler og afviser enhver batch, der falder under en 90 procent eller 95 procent retentionsværdi. Hvis en svejselinje falder under disse forudbestemte tærskelværdier, skal kvalitetsingeniører udføre en øjeblikkelig 4-trins inspektionstjekliste på værkstedet:
- Bekræft de faktiske temperaturer for smelte- og formhulrum ved hjælp af kalibrerede termiske prober.
- Dokumenter den taktile dybdeprofil ved hjælp af et overfladeprofilometer.
- Krydsreference lokaliseret delvægt mod nominelle grænser for at kontrollere for underpakning.
- Hvis fejlen fortsætter, skal du udtrække prøver til tværsnits metallografisk snit eller scanning elektronmikroskopi (SEM) for at inspicere for fangede mikroskopiske flygtige stoffer eller lokaliseret fiberforskydning langs frakturoverfladen.
Grundårsager og forudsigelig simulering: Forbindelse af fysik til praktisk indsigt
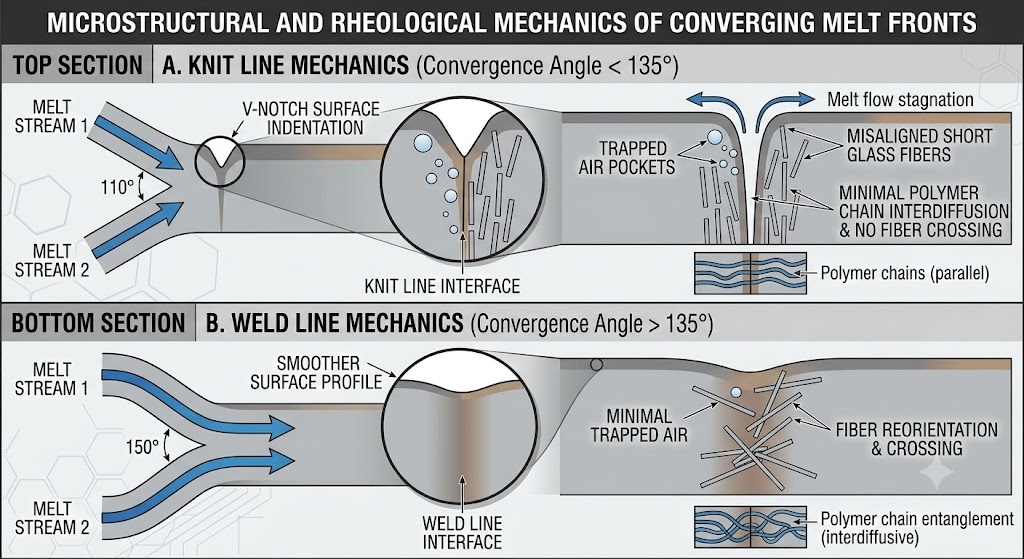
En striklinje dannes, når to eller flere distinkte polymersmeltefronter mødes frontalt inden i formhulrummet ved en konvergensvinkel på mindre end 135 grader. Når konvergeringsvinklen overstiger denne tærskel, er grænsen teknisk klassificeret som en svejselinje, hvilket tillader de parallelt strømmende strømme at blande sig mere naturligt. Den underliggende fysik, der styrer styrken og synligheden af denne grænseflade, afhænger helt af materialets termodynamiske tilstand under konvergens. Når smelten bevæger sig gennem hulrummet, skaber kontakt med det køligere formstål et frosset grænselag, som kontinuerligt indsnævrer den aktive strømningskanal. Hvis den lokale smeltetemperatur falder nær materialets overgangspunkt, eller hvis det lokaliserede injektionstryk falder på grund af lange strømningsveje, mangler molekylekæderne den nødvendige termiske energi og pakningskraft til at krydse grænsefladen og interdiffuse. Ydermere tvinger de opdelte strømningsbaner i sagens natur anisotropiske forstærkninger, såsom korte glasfibre, til at rotere parallelt med mødegrænsen, hvilket fuldstændigt eliminerer enhver mekanisk brodannelse over krydset.
I stedet for at adressere disse fysiske fænomener gennem dyre trial-and-error-modifikationer, efter at værktøjsstål er blevet skåret, bør avancerede finite-element CAE-værktøjer (såsom Autodesk Moldflow, Moldex3D eller Sigmasoft 3D) bruges under produktdesignfasen. Ingeniører skal se ud over simple, binære visuelle plots og evaluere kvantitative analytiske kriterier. Nøglesimuleringsoutput inkluderer sporing af hastighedsvektorstagnationspunkter, identifikation af lokale temperaturfald ved krydset og udtrækning af det numeriske Weld Line Intensity Index (VHI). En yderst pålidelig metode til evaluering af strukturel integritet involverer kortlægning af de projekterede fiberorienteringstensorer direkte fra injektionssimuleringen til nedstrøms strukturelle FEA-pakker, hvilket giver designere mulighed for at simulere lokaliserede spændingskoncentrationer under virkelige mekaniske belastninger. For at sikre nøjagtig forudsigelse skal simuleringsmodeller bruge meget raffinerede 3D-masker bestående af mindst 10 til 12 lag på tværs af tynde vægsektioner, kombineret med verificerede materialekarakteriseringsdata og nøjagtige maskinresponsparametre.
For at gøre denne virtuelle CAE-diagnostik til praktiske løsninger på værkstedet, bør ingeniørteams følge et standardiseret diagnostisk beslutningstræ. Når en simulering indikerer en uacceptabel striklinjerisiko, skal ingeniøren systematisk evaluere og isolere variabler i stedet for at justere parametre tilfældigt. Tjek først, om krydset kan flyttes til et ikke-kritisk område ved at flytte gateplaceringer. Hvis geometriske begrænsninger gør portflytning umulig, er næste trin at evaluere lokaliseret termisk styring og vurdere, om variable justeringer af formtemperaturen kan forbedre molekylær binding. Endelig, hvis termiske justeringer er utilstrækkelige, skal den mekaniske vægtykkelse ændres for at sænke den lokale strømningsmodstand og øge pakningstrykket. Denne strukturerede metode sikrer, at ændringer af værktøj og processer er baseret på sunde tekniske principper, hvilket reducerer udviklingscyklusser betydeligt og forhindrer dyre tekniske ændringsordrer (ECO'er) sent i lanceringscyklussen.
Formdesign og portplaceringsstrategier: Kontrol af strømningsveje og termiske layouts
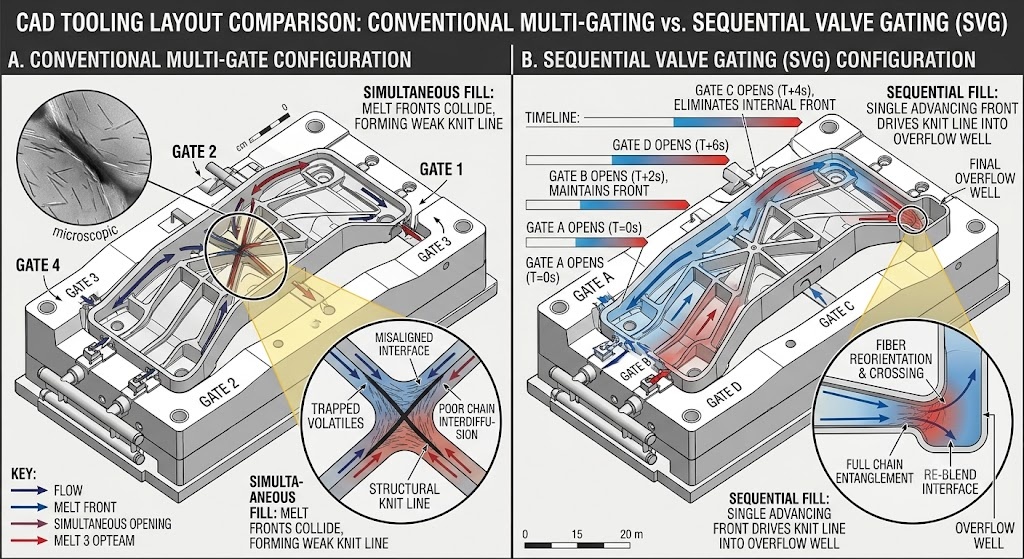
Den primære metode til at fjerne eller flytte striklinjer er den strategiske placering af værktøjets portsystem. Valget af portgeometri – uanset om der anvendes præcise direkte ventilporte, kantporte eller ventilatorporte – dikterer det indledende fyldningsmønster og styrer direkte, hvordan flowfronter splittes og rekombineres omkring kernestifter eller interne udskæringer. Ved design af komplekse dele skal ingeniører etablere præcise regler for flowafstand og maksimalt tilladte flow-længde-til-vægtykkelse-forhold. I tyndvægget forbrugerelektronik anvendes f.eks. ofte en sekventiel ventilport (SVG)-strategi. Ved at bruge elektronisk styrede hydrauliske eller pneumatiske stifter til at åbne ventilporte i en præcis, tidsindstillet sekvens, kan ingeniører fuldstændigt eliminere dannelsen af interne striklinjer ved at tvinge en enkelt, kontinuerlig smeltefront til at feje hen over hulrummet og flytte svejselinjer ind i perifere flashområder eller ikke-strukturelle kanter.
Ud over portplacering er styring af termisk ydeevne inden for formstålet afgørende for at optimere strikkvaliteten. Traditionelle ligeborede kølelinjer efterlader ofte dybe kernesektioner og komplekse hjørner isoleret fra effektiv termisk køling, hvilket resulterer i lokale hot spots eller alvorlige termiske gradienter, der svækker den strikkede linjegrænseflade. Udskiftning af konventionelle linjer med avancerede konforme kølekanaler – fremstillet via direkte metallasersintring (DMLS) – gør det muligt for kølelinjer at følge de nøjagtige konturer af delens hulrum. Dette sikrer en meget ensartet varmeafledning og muliggør præcis lokaliseret hurtig varmecyklusstøbning (RHCM). Ved at bruge damp eller højtemperatur-trykvand til hurtigt at opvarme det lokale striklinjeområde under påfyldning og derefter skifte til koldt vand for hurtig størkning, kan producenterne holde hulrummets overfladetemperatur over harpiksens glasovergang eller krystallinske smeltepunkt under dannelsen af striklinjer. Dette eliminerer fuldstændigt overfladehak og maksimerer sammenfiltring af polymerkæder.
| Værktøjsstrategi | Typisk værktøjsomkostningspræmie | Cyklustidspåvirkning | Striklinjestyrkeforbedring | Bedste applikationspasning |
| Konventionel maskinbearbejdet køling | Basislinje (0 dollars) | Baseline (25 til 45 sekunder) | Minimal (0 til 10 procent forbedring) | Lav-kompleksitet, tykvæggede strukturelle blokke. |
| Konform køleindsats (DMLS) | 15 procent til 30 procent | 15 procent til 30 procent reduktion | 15 procent til 30 procent stigning | Komplekse biler, medicinske dele med flere hulrum. |
| Sequential Valve Gating (SVG) | 25 procent til 40 procent | Neutral | Flytter defekten helt | Store kropspaneler, instrumentpaneler, lange dæksler. |
| Rapid Heat Cycle Molding (RHCM) | 40 procent til 60 procent | stigning på 10 til 25 procent | 40 procent til 70 procent stigning | Højglans forbrugerskærme, medicinske optiske huse. |
Inden disse avancerede værktøjsmodifikationer implementeres, skal ingeniørteams udføre en streng forhåndsafkast på investeringen (ROI) og risikovurdering. Selvom tilføjelse af en DMLS-konform indsats eller en SVG-manifold kan øge de indledende værktøjsinvesteringer med titusindvis af dollars, skal disse omkostninger nøje afbalanceres i forhold til langsigtede operationelle målinger. For en højvolumen bilproduktion, der strækker sig over flere år, retfærdiggør en 20 procents reduktion i cyklustid kombineret med en betydelig reduktion i skrotmængder let den forhåndsværktøjspræmie. Omvendt, for mindre volumen medicinske komponenter, ændring af delvægtykkelser eller inkorporering af lokaliserede overløbsbrønde – som samler de kolde slugs for enden af flowfronten og kan bearbejdes rent af efterstøbning – præsenterer et mere omkostningseffektivt alternativ, der opnår de nødvendige mekaniske specifikationer uden at overskride projektets kapitalbudget.
Forarbejdnings-, materialer- og produktionsafvejninger: Optimering af parametermatricer
Når værktøjsmodifikationer er begrænset af budget eller tidslinjer, skal ingeniører stole på systematisk procesoptimering og omhyggeligt materialevalg for at styre strikkelinjernes ydeevne. Den molekylære struktur af den rå polymer dikterer dens rheologiske opførsel under smeltefrontkonvergens. Ufyldte råvareharpikser som polypropylen (PP) eller amorf acrylonitril-butadienstyren (ABS) flyder let og binder sig let ved lavere relative energier. Imidlertid giver højtemperatur ingeniørplast som polycarbonat (PC), polyamid 6/66 (PA6/PA66) og polyphenylenoxid (PPO) - især når de er fyldt med 30 procent til 50 procent glasfibre eller mineralmodifikatorer - alvorlige rheologiske udfordringer. For disse avancerede forbindelser skal parameterjusteringer følge en meget struktureret, "konservativ-til-aggressiv" behandlingsmatrix for at undgå materialenedbrydning eller forlængelse af cyklustiden.
For systematisk at løse strikkedefekter på produktionsgulvet bør teknikere konsultere en omfattende materiale- og procesparametervejledning. Justeringer bør altid udføres sekventielt, så processen kan stabiliseres i flere cyklusser efter hver modifikation for nøjagtigt at måle indvirkningen på delens kvalitet og strukturelle ydeevne:
| Harpiks Matrix Type | Anbefalet smelteområde (°C) | Anbefalet formområde (grader C) | Trin til indstilling af primær injektionshastighed | Forventet fastholdelse af striklinjestyrke (%) |
| Ufyldt polypropylen (PP) | 200 - 240 | 30 - 60 | Moderat progressiv (10 % trin) | 85 % - 95 % |
| ABS (æstetisk kvalitet) | 220 - 260 | 50 - 80 | Højhastighedsprofil (hurtig gennemstrikket zone) | 80 % - 90 % |
| Polycarbonat (PC) | 280 - 320 | 80 - 110 | Høj konstant hastighed med høj pakke | 70 % - 85 % |
| PA66-GF30 (30 % glasfyldt) | 270 - 300 | 80 - 120 | Ultra-høj hastighed (maks. forskydningsopvarmning) | 35 % - 55 % |
| PPO (modificeret / strukturel) | 260 - 310 | 70 - 100 | High Velocity efterfulgt af Immediate Pack Shift | 50 % - 70 % |
Hvis optimerede forarbejdningsparametre ikke helt kan eliminere en synlig striklinje på en meget æstetisk komponent, kan det være nødvendigt med sekundære efterbehandlingsoperationer. Muligheder for afhjælpning efter støbeform – herunder mekanisk slibning, automatiseret grunding og maling, kemisk damppolering eller lokaliseret ultralydsfusion – kan effektivt maskere overfladepletter, men de introducerer betydelige produktionsafvejninger. Mens en sekundær polyurethanbelægning eller vask med kemisk opløsningsmiddel kan genoprette en fejlfri, højglans overfladefinish til et amorft forbrugerhus, øger disse operationer de samlede omkostninger til stykdele, kræver ekstra arbejdskraft og øger skrotmængden på grund af håndteringsfejl. Ydermere løser overfladebehandlinger ikke underliggende strukturelle fejl. Hvis glasfibre forbliver forkerte under en malet overflade, vil delen svigte under mekanisk belastning. Driftsledere skal omhyggeligt afveje disse efterbehandlingsomkostninger i forhold til den langsigtede kapitalinvestering af avancerede værktøjsopgraderinger, og vælge den mulighed, der bedst balancerer kvalitet, omkostninger og komponentpålidelighed.
Accelerer din værktøjs- og behandlingsydelse
Eliminering af strikningsfejl kræver justering af forudsigende teknik med disciplineret kvalitetskontrol. Download vores omfattende, klar til butiksgulvet Knit Line Fejlfinding og Simulation Calibration Checklist (PDF) , der indeholder trin-for-trin støbemaskinejusteringsskabeloner, mål-VHI-maskeparametre og ASTM/ISO-valideringsformularer.
Har du brug for øjeblikkelig teknisk support til et aktivt program? Kontakt vores tekniske team i dag for at planlægge en avanceret CAE-simuleringsgennemgang og revision af skimmellayout . Vores nordamerikanske produktionsspecialister leverer detaljerede diagnostiske behandlinger inden for 3 til 5 hverdage.

