
Resumé
Flammehæmmende (FR) polymerkvaliteter er specificeret på tværs af bil-, elektronik-, elektriske og konstruktionsapplikationer - men de introducerer forarbejdningsudfordringer og værktøjsrisici, som standardkvaliteter ikke gør. FR-additiver indsnævrer procesvinduer, øger korrosiviteten til at forme stål, påvirker overfladefinishen og komplicerer genbrugsstrømme. Denne vejledning dækker UL94-klassificeringssystemet i detaljer, forklarer, hvordan hver større FR-kemi interagerer med sprøjtestøbningsudstyr og værktøj, og giver praktiske specifikationer for formdesign og stålvalg ved kørsel af FR-materialer.
1. Hvorfor flammehæmning betyder noget i sprøjtestøbning
Plast brænder. De fleste tekniske termoplaster - ABS, PP, PA, PC - er i sagens natur brændbare med begrænsende oxygenindekser (LOI) på 17-28%. I applikationer, hvor der er risiko for antændelse - elektriske kabinetter, batterihuse til elbiler, forbrugerelektronik, flyinteriør, bygningspaneler - kan umodificerede polymerer ikke opfylde brandsikkerhedsreglerne.
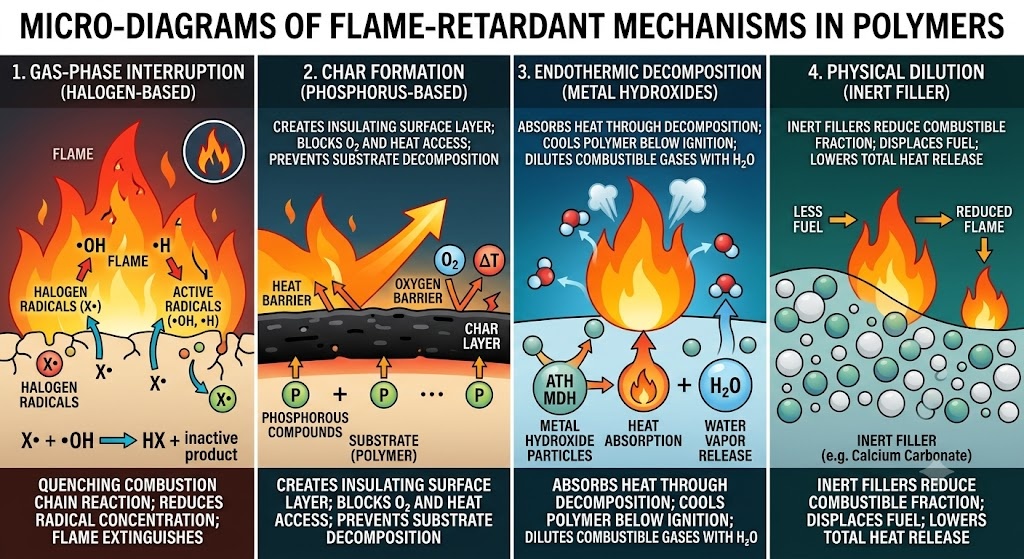
Flammehæmmere løser dette ved en eller flere mekanismer:
- Gasfaseafbrydelse — FR-radikaler slukker forbrændingskædereaktionen i flammezonen (halogenbaserede systemer)
- Char dannelse — FR-kemi fremmer et kulstofholdigt overfladelag, der isolerer substratet fra flammen (fosforbaserede, opsvulmende systemer)
- Endoterm nedbrydning — FR-additiv absorberer varme gennem nedbrydning, afkøler substratet til under antændelsestemperatur (metalhydroxider: ATH, MDH)
- Fysisk fortynding — inert fyldstof reducerer den brændbare del af forbindelsen
Udfordringen for sprøjtestøberen er, at disse mekanismer aktiveres af varme - den samme stimulus, der driver støbeprocessen. FR-additiver, der er termisk stabile nok til at overleve tønden, men reaktive nok til at fungere i en brand, repræsenterer et smalt ingeniørvindue med direkte konsekvenser for forarbejdning og værktøj.
2. UL94 Bedømmelse System: Hvad klassifikationerne faktisk betyder
UL94 (Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances) er den primære globale reference for plastik antændelighedsklassificering. At forstå, hvad hver vurdering kræver - og ikke kræver - er afgørende for korrekt specifikation.
2.1 Testmetodeoversigt
UL94-test udføres på støbte prøver, ikke råmateriale. Prøvens geometri har betydning: Standarden specificerer tykkelseskategorier (typisk 0,8 mm, 1,6 mm, 3,2 mm), og klassificeringerne er tykkelsesafhængige. Et materiale, der er klassificeret V-0 ved 3,2 mm, kan kun opnå V-2 ved 0,8 mm.
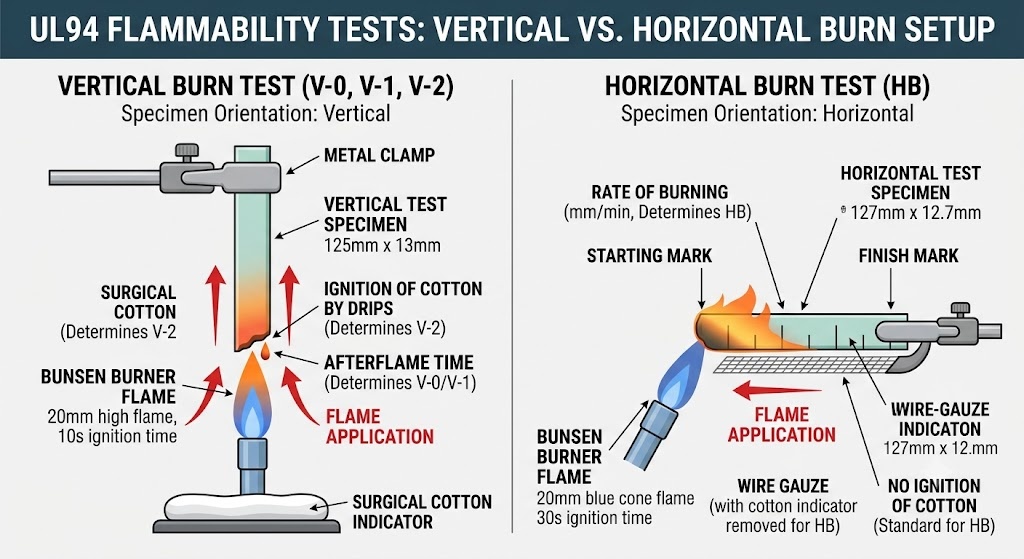
De to primære testserier:
Vertikale forbrændingstest (V-0, V-1, V-2, 5VA, 5VB): En prøve på 125 mm × 13 mm holdes lodret og udsættes for en defineret flamme i to 10-sekunders intervaller. Dryp, efterflammetid og antændelse af en bomuldsindikator under prøven bestemmer vurderingen.
Horisontal forbrændingstest (HB): En prøve på 127 mm × 12,7 mm holdes vandret. Dette er den laveste klassificering - de fleste råvarepolymerer uden FR-behandling opnår HB i tilstrækkelig tykkelse.
2.2 Klassificeringskriterier
| Rating | Afterflame ≤ (hver applikation) | Total efterflamme ≤ (5 prøver) | Dryp antænder bomuld? | Efterglød ≤ | Nejter |
|---|---|---|---|---|---|
| V-0 | 10 sek | 50 sek | Nej | 30 sek | Mest stringente lodret |
| V-1 | 30 sek | 250 sek | Nej | 60 sek | Mid-tier lodret |
| V-2 | 30 sek | 250 sek | Ja tilladt | 60 sek | Drypning tilladt |
| 5VA | — | — | Nej | — | Nej burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Nej | — | Gennembrænding på plak tilladt; strengere end V-1 |
| HB | Brænder ≤ 76 mm/min (>3 mm) eller slukker | — | N/A | — | Laveste; de fleste råvareplast |
2.3 Bedømmelser i praksis: Hvad regulatorer og OEM'er faktisk specificerer
| Ansøgning | Minimum UL94-krav | Nejter |
|---|---|---|
| Forbrugerelektronikkabinetter (IEC 62368-1) | V-1 eller V-0 | Afhænger af vægtykkelse og intern varmekilde |
| EV batterihus og BMS kabinetter | V-0 ved ≤1,6 mm | Ofte forstærket af OEM-specifikke termiske krav |
| Elektriske stik til biler (USCAR-2) | V-0 ved ≤0,8 mm | Meget tynd væg — indsnævrer materialemulighederne betydeligt |
| Husholdningsapparater (IEC 60335) | V-1 eller V-0 | Kategoriafhængig |
| Industrielle elektriske kabinetter (IEC 61439) | V-0 eller 5VA | 5VA i stigende grad specificeret til store skabe |
| Flyinteriørkomponenter (FAR 25.853) | Nejt UL94 — uses OSU heat release and vertical bunsen tests | UL94 er utilstrækkelig til rumfart |
| Bygning og konstruktion (EN 13501) | Euroklasse B–E system, ikke UL94 | Helt anderledes teststandard |
Kritisk punkt: UL94-klassificeringer rapporteres af leverandører for specifikke farver, tykkelser og particertificeringer. Et sort PC/ABS-hus, der opnår V-0, garanterer ikke V-0 i hvid eller naturlig — FR-additiv-interaktion med pigmentsystemer påvirker ydeevnen, og det gule UL94-kort angiver eksplicit godkendte farver.
3. Store FR-kemifamilier og deres forarbejdningsprofiler
3.1 Halogenerede flammehæmmere (bromerede/klorerede)
Mekanisme: Halogenradikaler afbryder forbrændingskædereaktionen i gasfasen. Yderst effektiv ved lave belastningsniveauer (5-15 phr), hvilket muliggør V-0 med minimal indvirkning på mekaniske egenskaber.
Fælles systemer:
- Decabromodiphenylethan (DBDPE) antimontrioxidsynergist - ABS, hofter, PA
- Tetrabromobisphenol A (TBBPA) oligomerer — PC/ABS-blandinger
- Chlorerede paraffiner — billigere råvareapplikationer
Behandlingsadfærd:
- Termisk stabil til 280-300°C i de fleste formuleringer - kompatibel med ABS, PA66, PC-behandlingstemperaturer
- Over 300°C accelererer HBr/HCl-gasproduktionen kraftigt — tøndetemperaturoverskridelser forårsager frigivelse af ætsende gas
- Rensning med en neutral bærer (HDPE eller PP) er obligatorisk ved nedlukning - indespærret bromeret materiale nedbryder og angriber tønde- og skrueoverflader
- Ætsende overfor standard værktøjsstål: HBr og HCl genereret ved ethvert procesafvigelsesangreb P20 og H13. Ikke alvorlig under normale forhold, men kumulativ over højvolumen produktion
Værktøjsimplikationer:
- Standard P20 hulrumsstål acceptabelt til velkontrollerede processer
- Plettering (hård krom eller strømløs nikkel) anbefales til højvolumen eller enhver proces, der kører nær den øvre temperaturgrænse
- Udrensningsprotokol skal dokumenteres i procesinstruktioner - flash-inducerede brændende episoder forårsager lokaliserede korrosionshuller ved porte og ventilationsåbninger
Lovpligtig status: REACH SVHC-listen omfatter flere bromerede FR-forbindelser. RoHS-direktivet begrænser PBB og PBDE. DBDPE er i øjeblikket ubegrænset i EU og USA, men underlagt løbende revision. Angiv kun REACH/RoHS-kompatible kvaliteter – bekræft leverandørerklæringen årligt.
3.2 Fosforbaserede flammehæmmere (halogenfri)
Mekanisme: Fremmer dannelse af kullag på polymeroverfladen, blokerer fysisk iltadgang og isolerer substratet. Nogle fosforsystemer har også gasfaseaktivitet.
Fælles systemer:
- Resorcinol bis(diphenylphosphat) (RDP) — PC/ABS-blandinger (primært system til halogenfri V-0 PC/ABS)
- Aluminiumdiethylphosphinat (AlPi, Clariant Exolit® OP-serien) - PA6, PA66, PBT
- Melaminpolyphosphat (MPP) - PA6, PA66
- Rødt fosfor - PA, PBT (sjældent brugt nu på grund af håndteringsfarer)
Behandlingsadfærd:
- RDP i PC/ABS: reducerer smelteviskositeten (fungerer som blødgører ved forarbejdningstemperatur) → øger risikoen for blitz , reducerer klemkraftmarginen
- AlPi i PA-kvaliteter: termisk stabil til 320°C, minimal viskositetseffekt - det mest procesvenlige FR-system, der er tilgængeligt i øjeblikket
- MPP i PA: moderat stabilitet; over 290°C, forårsager ammoniak- og melamindampdannelse overfladeblærer og sølvstriber — hold smeltetemperaturen i den nedre ende af PA-området
- Alle fosforsystemer: fugtoptagelse i opbevaring forringer ydeevnen og forårsager sprøjte-/sølvstriber — tørrespecifikationerne er strammere end ufyldte kvaliteter
Tørringskrav (fosfor FR-kvaliteter):
| Base polymer | Standard tørring | FR-grad Tørring | Yderligere bemærkninger |
|---|---|---|---|
| PA6 | 80°C / 4 timer | 85°C / 6-8 timer | MPP-kvaliteter er særligt fugtfølsomme |
| PA66 | 85°C / 4 timer | 90°C / 6-8 timer | AlPi karakterer mere tilgivende |
| PBT | 120°C / 4 timer | 130°C / 5-6 timer | FR PBT meget fugtfølsom |
| PC/ABS | 90°C / 3-4 timer | 95°C / 4-6 timer | RDP migrerer på lager — brug straks efter åbning |
Værktøjsimplikationer:
- RDP-migrering: I PC/ABS med RDP kan fosfatesteren migrere til delens overflade og til formhulrummet over tid. Dette forårsager:
- Opbygning af skimmelsvamp på hulrumsoverflader (hvide eller gule rester), der kræver rengøring for hver 50.000-150.000 skud afhængigt af kørselsforholdene
- Overfladeglansreduktion på delen, hvis skimmelsvamp ikke renses - kritisk for klasse A overflader
- Rustfrit stål (S136) eller hårdforkromet P20 reducerer vedhæftning af aflejringer og forenkler rengøring
- AlPi-kvaliteter i PA er det mest værktøjsvenlige FR-system - minimal aflejring, minimal korrosion
3.3 Nitrogenbaserede flammehæmmere (melaminsystemer)
Mekanisme: Primært gasfasefortynding gennem nitrogenfrigivelse; en vis char-fremme, når det kombineres med fosfor (opblæsende systemer).
Fælles systemer:
- Melamincyanurat (MC) - PA6, PA66 (V-2 opnåelig, V-0 vanskelig uden synergist)
- Melaminpolyphosphat (MPP) - PA6, PA66 (V-0 achievable in combination)
- Intumescerende systemer (APP pentaerythritol melamin) — PP, PE (primært til halogenfri kabel- og filmapplikationer)
Behandlingsadfærd:
- MC i PA: nedbrydes ved 320°C og frigiver isocyansyre og melamindamp — hård øvre grænse for smeltetemperatur på 290°C for PA66/MC-forbindelser
- Sublimering af melamin ved formhulens overflade danner hvide pulveragtige aflejringer - kræver hyppig rensning af hulrummet
- Intumescent PP-systemer: meget forskydningsfølsomme; høje injektionshastigheder forårsager FR-komponentadskillelse og striber
Værktøjsimplikationer:
- Melaminsublimataflejringer er det mest aggressive problem med skimmelsvamp i kategorien FR-kvalitet
- Forkromede eller PVD-belagte hulrum reducerer drastisk vedhæftning af aflejringer - vedligeholdelsesinterval 2-3 gange længere end ubelagt
- Ventilationsblokering fra aflejringer er en betydelig risiko - ventilationsåbninger skal være designet til tilgængelighed og rengøres efter en defineret tidsplan (typisk for hver 30.000-80.000 skud)

3.4 Metalhydroxid flammehæmmere (ATH, MDH)
Mekanisme: Endoterm nedbrydning frigiver vanddamp, køler substratet og fortynder brændbare gasser. Ingen halogen, ingen fosfor, ingen nitrogen - den reneste kemi set fra et biproduktsynspunkt.
Fælles systemer:
- Aluminiumtrihydrat (ATH) — nedbrydes ved 180-200°C; begrænser brugen til polymerer behandlet under 200°C (EVA, LDPE, PVC)
- Magnesiumdihydroxid (MDH, brucit) — nedbrydes ved 300-320°C; udvider anvendeligheden til PP, PA6
Behandlingsadfærd:
- Meget høj belastning påkrævet (40–65 vægtprocent) for at opnå V-0 — øger sammensætningens tæthed dramatisk og reducerer mekaniske egenskaber
- Høj fyldstofbelastning øger smelteviskositeten betydeligt - højere indsprøjtningstryk påkrævet, længere fyldningstider
- Slibemiddel til skruer, tønder og formhulrum — slidhastigheden er høj , svarende til glasfyldte kvaliteter
- MDH/ATH-forbindelser har meget lav LOI-forbedringseffektivitet pr. belastningsenhed sammenlignet med halogen/phosphor-systemer - bruges sjældent, hvor V-0 ved tyndvægget er påkrævet
Værktøjsimplikationer:
- Behandles som svarende til GF30–GF40 til slidformål
- Hærdede portindsatser (≥52 HRC) obligatorisk
- Løbe- og portdesign skal minimere forskydning (større diametre end ufyldt ækvivalent) for at forhindre agglomeration af fyldstof og erosion
- Kavitetsstål: H13 eller tilsvarende hærdet værktøjsstål — P20 er marginal til ATH/MDH-produktion i store mængder
4. Behandlingsparameterjusteringer for FR-karakterer
Tabel: Procesvinduejusteringer vs. basispolymer
| Parameter | Retning | Størrelse | Begrundelse |
|---|---|---|---|
| Smeltetemperatur | Lavere | 5–20°C under standard | Forhindre FR termisk nedbrydning |
| Tøndes opholdstid | Minimer | Design til <5 min max | Nedbrydning er afhængig af tid × temperatur |
| Injektionshastighed | Reducerrr | 10-20 % | Reducer forskydningsinduceret nedbrydning; reducere flashrisiko (RDP) |
| Modtryk | Reducerrr | 10-20 % below standard | Reducer forskydningsvarmeudvikling |
| Skruehastighed | Reducerrr | 10-15 % RPM | Samme begrundelse |
| Udrensningsprotokol | Obligatorisk | Per nedlukning hver gang | Undgå ætsende nedbrydning mellem kørsler |
| Tørring | Øg temp og tid | Se tabel i afsnit 3.2 | FR-kvaliteter mere fugtfølsomme |
| Skimmeltemperatur | Lavere end of range | Hvor det er muligt | Reducer aflejringsdannelse (melaminsystemer) |
| Varm løbertemperatur | Minimum levedygtig | Så lavt som fyld tillader | Mest kritisk zone for FR-nedbrydning |
Hot Runner overvejelser
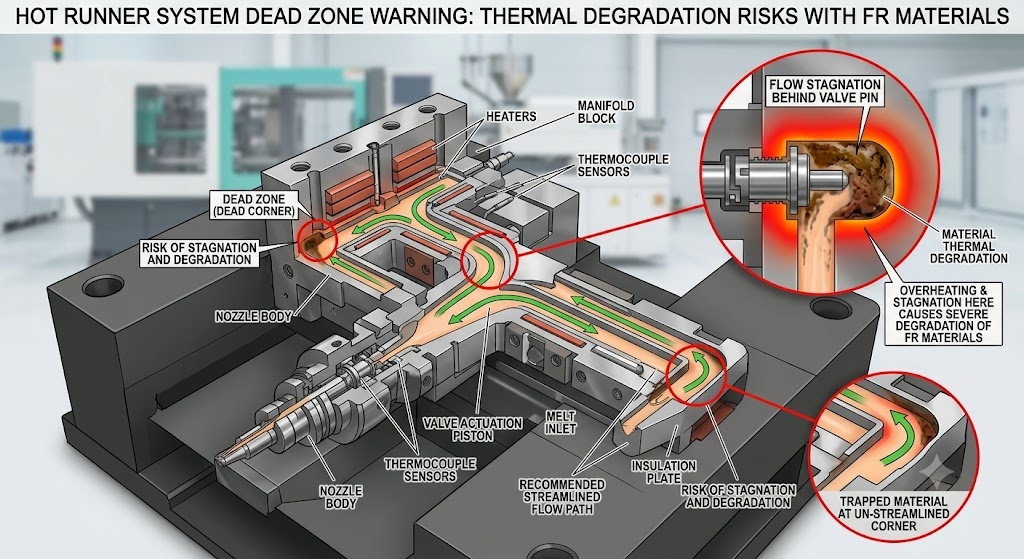
Varme løbere er den højeste risikozone for nedbrydning af FR-materiale. Manifolden og dysespidserne holder smelten konstant ved temperatur - og i døde zoner (bag ventilstammer, i dårligt designede manifoldbøjninger) kan opholdstiden være 30-60 minutter. Dette er tilstrækkeligt til at nedbryde de fleste FR-systemer.
Obligatoriske krav til design af hot runner for FR-kvaliteter:
- Fuld strømline (ingen døde hjørner) manifoldgeometri — specificer til hot runner-leverandøren
- Minimum manifoldvolumen i overensstemmelse med fyldningskravene - overdimensionerede manifolds øger opholdstiden
- Uafhængig zonetemperaturkontrol pr. dyse — tillader præcis minimumstemperaturstyring
- Ventilport foretrækkes frem for åben port — tillader positiv afspærring under produktionsstop
- Temperaturfald ved nedlukning: Reducer straks til 150–170°C ved enhver produktionspause >5 minutter
5. Valg af formstål og overfladebehandling
Tabel: Anbefalet formstål af FR Chemistry
| FR System | Base polymer | Kavitetsstål | Kernestål | Portindsats | Overfladebehandling | Nejter |
|---|---|---|---|---|---|---|
| Bromeret (DBDPE) | ABS, HIPS | P20 eller S136 | P20 | H13 hærdet | Hårdforkromet eller EN-belægning | Belægning er kritisk for høj volumen |
| RDP (phosphatester) | PC/ABS | S136 foretrækkes | P20 | S136 | PVD- eller EN-belægning | Aflejringsvedhæftning lavest på S136 |
| AlPi (aluminiumfosfinat) | PA, PBT | P20 eller H13 | P20 | H13 | Valgfri krom | Mest værktøjsvenlige FR-system |
| Melamin (MC, MPP) | PA6, PA66 | P20 krom eller S136 | P20 | H13 | Hård krom obligatorisk | Sublimer aflejringer alvorlige uden belægning |
| ATH / MDH (metalhydroxid) | PP, PA, EVA | H13 hærdet | H13 | H13 eller carbid | Chrome eller PVD | Behandles som slibende fyldstof |
| Iboende (PPS, KIG) | PPS, PEEK | S136 eller 420SS | S136 | S136 | Valgfrit | Ætsende ved smeltetemperatur; korrosionsrisiko for basisstål |
Sammenligning af overfladebehandlingsydelse for FR-applikationer
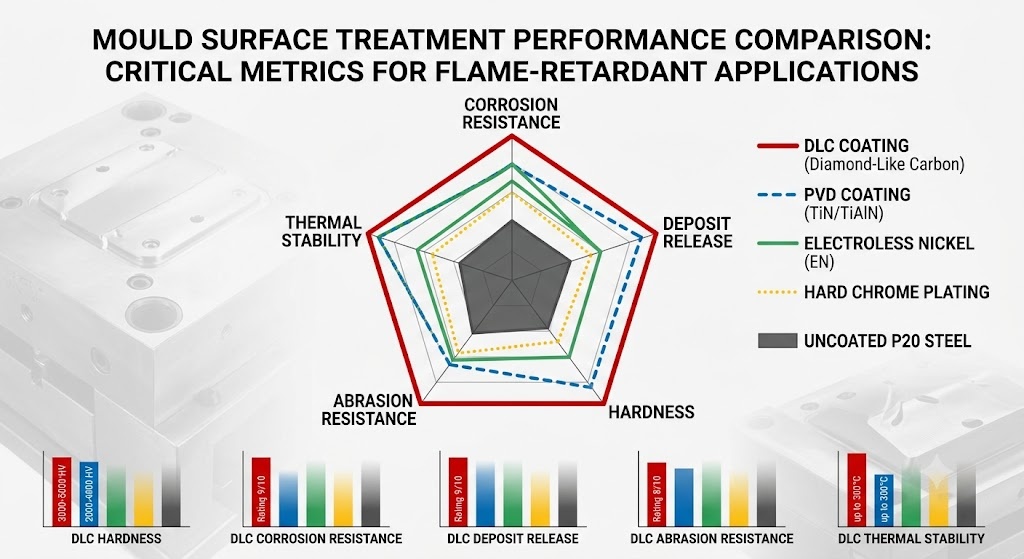
| Behandling | Korrosionsbestandighed | Frigivelse af depositum | Hårdhed (HV) | Max Temp | Omkostningspræmie |
|---|---|---|---|---|---|
| Hård forkromning | Godt | Moderat | 900-1100 | 400°C | 15-25 % |
| Elektrofri nikkel (EN) | Fremragende | Godt | 500-700 | 260°C | 10-20 % |
| PVD (TiN, TiAlN) | Godt | Godt–Excellent | 2000-3300 | 400-600°C | 20-35 % |
| DLC (Diamond-Like Carbon) | Fremragende | Fremragende | 3000-5000 | 300°C | 30-50 % |
| Ubelagt P20 | Dårlig | Dårlig | 300-350 | — | Baseline |
DLC-coating leverer den bedste aflejringsfrigivelsesydelse til FR-kvaliteter i melaminsystem - især værdifuld til højvolumen PC/ABS- og PA-kabinetproduktion, hvor nedetiden for hulrumsrensning er betydelig.
6. Ventilationsdesign til FR-klasser
Flammehæmmende forbindelser genererer mere udgas end ufyldte kvaliteter - nedbrydningsbiprodukter, fugt fra metalhydroxider og flygtige additiver skaber alle gas, der skal evakueres fra hulrummet. Utilstrækkelig udluftning årsager:
- Dieseleffekt brænder ved sidste fyldningslokationer - kuldepoter, der ofte fejldiagnosticeres som gate blush eller materialenedbrydning
- Korte skud fra gasmodtryk i tykke sektioner
- Overfladeblærer fra indespærret fugt eller flygtige FR-komponenter
Udluftningsdybdeanbefalinger for FR-klasser
| Materiale / FR System | Udluftningsdybde (land, mm) | Udluftningsbredde (mm) | Udluftningsåbningsdybde (mm) | Rengøringsinterval |
|---|---|---|---|---|
| ABS / bromeret FR | 0,012-0,018 | 5-8 | 0.5 | For hver 100.000 skud |
| PC/ABS/RDP | 0,010-0,015 | 5-8 | 0.5 | Hvert 80.000 skud |
| PA66 / AlPi | 0,010-0,015 | 4-6 | 0.3 | For hver 120.000 skud |
| PA6 / melamin | 0,008-0,012 | 4-6 | 0.3 | Hvert 30.000-50.000 skud |
| PP / ATH opsvulmende | 0,015-0,020 | 6-10 | 0.5 | Hvert 80.000 skud |
| PPS (iboende FR) | 0,005-0,008 | 3-5 | 0.2 | For hver 150.000 skud |
Melaminbaserede FR-forbindelser har den mest aggressive begroningsadfærd. En produktionsform, der kører PA6/MC, der ikke er rengjort efter tidsplanen, vil have blokerede ventilationsåbninger inden for 50.000 skud - hvilket fører til brænding, korte skud og afvisning af dele.
Designanbefaling: For FR-kvaliteter med høj afgasningstendens (melamin, opsvulmende systemer), design ventilationsåbninger som udskiftelige indsatser, hvor det er muligt. Dette tillader ventilationsrensning offline, mens formen fortsætter med at køre med et rent reservesæt.
7. Overvejelser om kvalitet og overholdelse
7.1 UL94 gult kort verifikation
UL94-klassificeringen trykt på et materialedatablad er en leverandørs markedsføringspåstand. Den autoritative kilde er UL Product iQ database (tidligere Yellow Card) . Før du specificerer et FR-materiale til en UL94-reguleret anvendelse, skal du kontrollere:
- Den nøjagtige karakter og parti matcher en aktuel liste med gult kort
- Bedømmelsen gælder for vægtykkelsen på din del - mange materialer mister en bedømmelsesklasse ved tyndere vægge
- Farven er angivet - pigmentsystemer påvirker FR ydeevne
- Certifikatets udløbsdato er aktuel - UL udfører periodisk gentestning, og vurderinger kan trækkes tilbage
7.2 Farvepåvirkning på FR-ydelse
Pigmentsystemer interagerer med FR-additiver på måder, der kan reducere ydeevnen med én fuld UL94-klasse. Carbon black (brugt i sorte forbindelser) forbedrer generelt FR-ydelsen - det fremmer kuldannelse. Hvide pigmenter (TiO₂) er neutrale til mildt negative. Organiske pigmenter (især gule og røde azopigmenter) kan interferere med fosfor FR-systemer.
Regel: Kvalificer altid FR ydeevne på produktionsfarven, ikke kun naturlige eller sorte referencedata. Hvis en kunde kræver V-0 i flere farver, skal du indhente UL Yellow Card-verifikation for hver farve separat.
7.3 Weld Line og Knit Line FR Ydelse
Svejselinjeområdet af en sprøjtestøbt FR-del viser typisk reduceret flammehæmning sammenlignet med bulken. I svejsezonen retter glasfibrene sig parallelt med flowfronten, og FR-additivfordelingen kan være uensartet. Testning bør omfatte prøver skåret fra svejselinjeområder til applikationer med kritiske brandsikkerhedskrav.
7.4 Genslibning og genbrug
FR-additiver - især halogenerede systemer - komplicerer genanvendelighed ved udtjent levetid. Genslibning inden for processen (indløb, løbere, kasserede dele) fra bromerede FR-forbindelser kræver:
- Maksimalt genslibningsforhold: 10–15 vægtprocent — højere forhold forringer FR-ydelsen og øger gasdannelsen
- Efterslibning må ikke blandes på tværs af FR-kemifamilier - bromeret formaling, der forurener halogenfrie forbindelser skaber usikkerhed om overholdelse
- Dokument efterslibningsforhold i procesregistreringer for sporbarhed
8. Fejlfinding: Almindelige FR-grade defekter og rodårsager
| Defekt | Sandsynlig FR-relateret årsag | Korrigerende handling |
|---|---|---|
| Sølvstriber/splay | Fugt i FR-forbindelse; flygtig FR-nedbrydning | Øg tørretid/temp; reducere smeltetemperaturen; kontrollere materialeopbevaring |
| Gul/brun misfarvning ved låge | FR termisk nedbrydning ved varmløbsdyse | Reducer dysetemperaturen; minimere opholdstiden; renser oftere |
| Hvide aflejringer på hulrumsoverfladen | Melaminsublimering (MC/MPP-systemer) eller RDP-migrering | Rens hulrummet med passende opløsningsmiddel; øge rengøringsfrekvensen; overveje DLC-belægning |
| Brænding ved sidste fyldningssted | Utilstrækkelig udluftning; udgas fra FR-nedbrydning | Tilføj eller uddyb åbninger på brændingsstedet; reducere indsprøjtningshastigheden |
| Flash (nyt debut) | RDP fungerer som blødgører, der reducerer viskositeten | Reducer smeltetemperaturen; kontrollere materiale MFI vs. tidligere parti; reducere indsprøjtningshastigheden |
| Reduceret glans | Skimmelsvampeaflejringer fra FR migration | Rens hulrum; påfør PVD eller DLC belægning |
| Korte skud (previously stable tool) | Blokkede ventilationskanaler fra FR-aflejringer | Rengør ventilationsåbningerne med det samme; implementere planlagt udluftningsvedligeholdelse |
| Delaminering / lagadskillelse | Inkompatibel genslibningsforurening; fugt | Eliminer genslibningsforurening; verificere tørring; kontrollere particertificering |
| UL94 testfejl på produktionsdele | Farveændring uden omkvalificering; genslibe over-forhold; væg tyndere end certificeret | Re-kvalificere farve; reducere genslibning; verificere vægtykkelse ved tynde sektioner |
9. Konklusion
Flammehæmmende sprøjtestøbningskvaliteter præsenterer en unik kombination af procesfølsomhed, værktøjets aggression og overholdelseskompleksitet, som standard termoplast ikke gør. Konsekvenserne af forkert håndtering af FR-materialer rækker ud over delekvaliteten - nedbrudte FR-forbindelser kan korrodere skruer og tønder, blokere ventilationsåbninger, aflejre sig på hulrum og i værste fald generere giftig gas i procesmiljøet.
Vejen til pålidelig produktion af FR-kvalitet er systematisk: vælg den rigtige FR-kemi til anvendelsestemperaturen og regulatoriske krav, specificer formstål og overfladebehandlinger, der passer til denne kemi, implementer strammere tørring og proceskontrol, og opret forebyggende vedligeholdelsesplaner, der tager højde for FR-forbindelsernes accelererede begroning og slidegenskaber. Konstruktion af disse faktorer på designstadiet koster en brøkdel af, hvad det koster at korrigere dem i produktionen.
Relaterede artikler:
- EV batterihus sprøjtestøbning: PA66 GF50 vs. PPS GF40 — tekniske kompromiser
- Top 8 sprøjtestøbningsmaterialer for 2026
- Valgvejledning til højpræcisionssprøjtestøbestål
- Skimmelsvamp i sprøjtestøbning: årsager, forebyggelse og eliminering
- Opnåelse af optimal overfladefinish i plastsprøjtestøbning
IMTEC Form | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

