
Termoplastisk polyurethan (TPU) bygger bro mellem fleksible gummier og stiv plast. TPU, der er kendt for sin enestående elasticitet, slidstyrke og høje trækstyrke, er meget populær i global industriel fremstilling. Forarbejdning af denne unikke polyurethanelastomer kræver dog en dyb forståelse af dens skjulte tekniske nuancer.
Denne vejledning giver ingeniørmæssig indsigt i TPU-egenskaber, behoglingsparametre, formdesignhemmeligheder og fejlfindingsstrategier for at optimere din produktionslinje og sikre højtydende B2B-komponentfremstilling.
1. Nøgleegenskaber & udvælgelsesdilemmaet
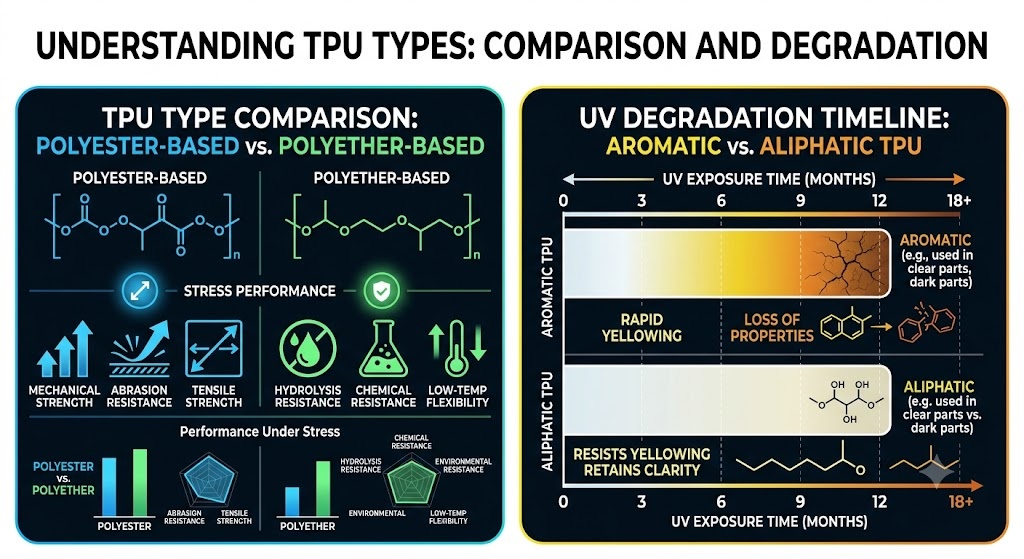
At vælge den rigtige TPU-kvalitet kræver, at man ser ud over de grundlæggende shore hårdhedsdiagrammer. Industrielle indkøbs- og produktdesignteams skal først afbalancere den kernekemiske divergens: Polyester-baseret TPU versus Polyether-baseret TPU .
Polyester-baseret TPU:
- Mekanisk styrke: Overlegen træk- og rivebestandighed.
- Slidstyrke: Fremragende (Ideel til slidstærke dele som industrielle møbelhjul).
- Hydrolyse modstand: Dårlig (modtagelig over for fugtnedbrydning).
- Fleksibilitet ved lav temperatur: Godt.
- Mikrobiel resistens: Lav.
Polyether-baseret TPU:
- Mekanisk styrke: Moderat.
- Slidstyrke: Godt.
- Hydrolyse modstand: Fremragende (Ideel til våde eller nedsænkede miljøer).
- Fleksibilitet ved lav temperatur: Overlegen (Bevarer elasticiteten ved ultralave temperaturer).
- Mikrobiel resistens: Høj.
Pro-tip: De skjulte omkostninger ved gulning
Standard aromatiske TPU'er har molekylære strukturer, der nedbrydes under UV-stråling, hvilket får klare dele til at blive grimme gule. For avancerede forbrugsvarer, specialiserede servokabelkapper eller synligt bilinteriør skal ingeniører købe alifatiske TPU-kvaliteter . Alifatisk kemi modstår i sagens natur UV-lys og bevarer optisk klarhed og farvestabilitet over længere produktlevetider.
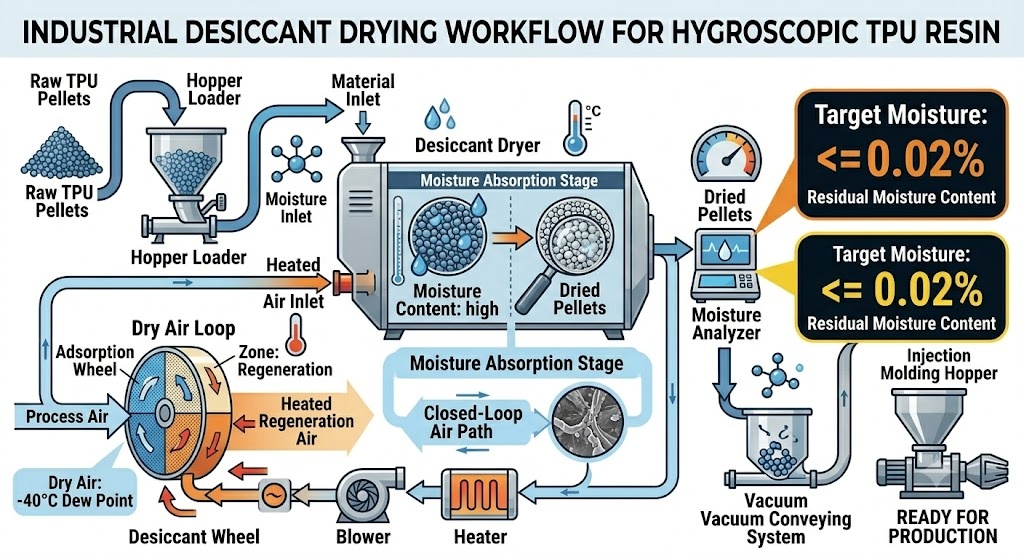
2. Materialeforberedelse: Beyond Basic Tørring
Hvis der er et enkelt fejlpunkt i TPU-sprøjtestøbning, er det fugt. TPU er meget hygroskopisk; det absorberer aktivt vanddamp fra den omgivende luft. Behandling af våd harpiks fører til irreversibel hydrolytisk nedbrydning -en kemisk reaktion, hvor vand spalter polyurethanpolymerkæderne ved høje temperaturer, hvilket fuldstændig ødelægger materialets mekaniske egenskaber.
- Dugpunktsmetrikken: Standard varmlufttragte er utilstrækkelige. Du skal bruge en tørretumbler, der er i stand til at opretholde et dugpunkt på -40°C eller lavere.
- Tørringsparametre: Tør jomfruharpiksen kl 80°C til 90°C for 3 til 4 timer . Målfugtindholdet, før det kommer ind i injektionscylinderen, skal strengt taget være 0,02 % eller mindre .
Pro-tip: 20 % genslibningsreglen
Mens industriel omkostningsreduktion dikterer genbrug af indløb og løbere, skal TPU's termiske historie styres nøje.
Den gyldne lov: Bland aldrig mere end 15 % til 20 % genslibning (genanvendt skrot) med jomfruharpiks.
Overskridelse af denne grænse forårsager et alvorligt fald i delens oprindelige rivestyrke og fremskynder æstetisk gulning. Desuden absorberer formalingsskrot fugt op til dobbelt så hurtigt som jomfrupiller; det skal gennemgå en uafhængig, streng tørremiddeltørring, før den blandes i tragten.
3. Behandlingsparametre: Bekæmpelse af forskydningsvarme
Indstilling af den termiske profil for TPU kræver en ikke-lineær tilgang. Fordi TPU-molekyler er meget følsomme over for friktion, udviser materialet høj forskydningsfølsomhed . Når sprøjtestøbemaskinen tvinger den smeltede elastomer gennem snævre begrænsninger, genererer den massiv intern friktion - kendt som forskydningsopvarmning .
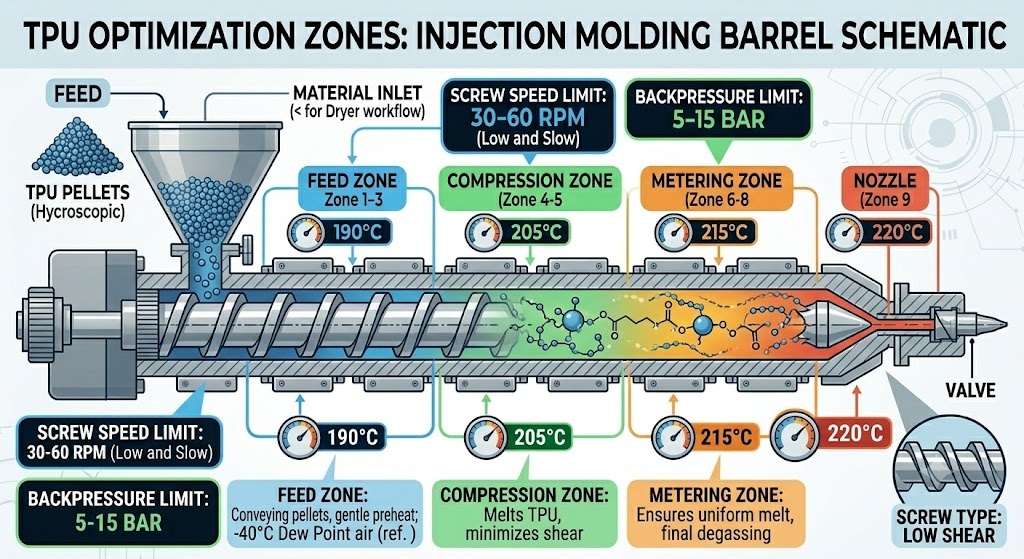
For at forhindre denne friktionsvarme i at overophede og brænde materialet, skal du implementere "Lavt og langsomt" maskintuning strategi:
- Smeltetemperatur: Oprethold en præcis tøndeprofil imellem 190°C og 220°C . Overskridelse af 230°C vil udløse termisk nedbrydning.
- Skimmeltemperatur: Hold formvægge ved 20°C til 40°C . Kølere forme fremskynder krystallisationen af polyurethanblokkene, hvilket tillader delen at strukturere og skubbe rent ud uden at vride sig.
- Skrue og modtryk: Indstil lave lineære skruehastigheder ( 30 til 60 rpm ) og minimalt modtryk ( 5 til 15 bar ). Højt modtryk tvinger unødvendig forskydningsspænding på elastomeren og nedbryder polymerkæderne, før plastikken overhovedet forlader dysen.
4. Formdesignhemmeligheder til klæbrige elastomerer
Standard formdesignprincipper beregnet til stiv plast som ABS eller polypropylen vil mislykkes, når de anvendes på fleksibel TPU. Bløde elastomerer kræver specialiserede geometriske og mekaniske tillæg inden for stålværktøjet.
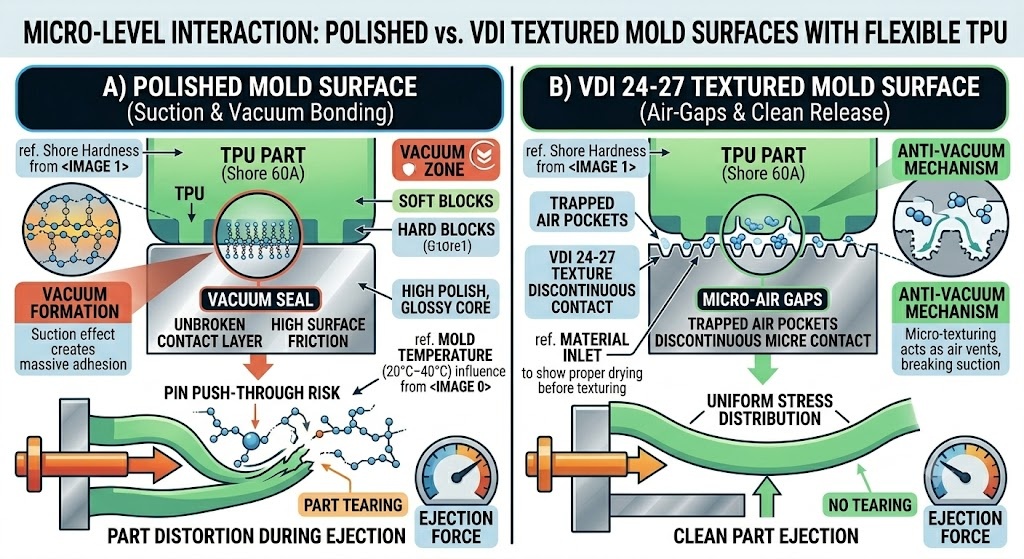
Vacuum Sticking Nightmare
Bløde TPU-kvaliteter (Shore 60A til 85A) har høj overfladefriktion. Under formåbningssekvensen virker den glatte elastomer som en sugekop, der danner et vakuum mod højpolerede, blanke kerneoverflader. Delen vil klæbe, deformere eller rive under mekanisk udstødning.
- Løsningen: Undgå højpolerede spejlfinisher. Angiv i stedet en anti-vakuum form tekstur såsom en let perleblæst eller kemisk EDM-struktur ( VDI 24 til 27 ). Denne mikrotekstur fanger små luftlommer mellem stålet og elastomeren, bryder vakuumforseglingen og fungerer som et indbygget mekanisk frigørelsesmiddel.
Specifikationer for mikroventilation
På grund af hurtige indsprøjtningshastigheder kan indespærret gas let svide fleksible materialer. Men fordi TPU flyder let under tryk, vil overdimensionerede ventilationsåbninger skabe blink.
- Reglen: Maskinbearbejdede gasventiler skal have en streng mikrodybdegrænse på 0,015 mm til 0,02 mm . Dette er smalt nok til at indeholde den smeltede elastomer, samtidig med at den lader trykluft udtømmes sikkert.
5. Fejlfindingsmatrix (avancerede feltløsninger)
Når defekter dukker op på fabriksgulvet, kræver det at identificere den sande årsag, at man skelner mellem termiske og miljømæssige indikatorer. Brug denne feltvejledning til hurtig, målrettet fejlfinding:
-
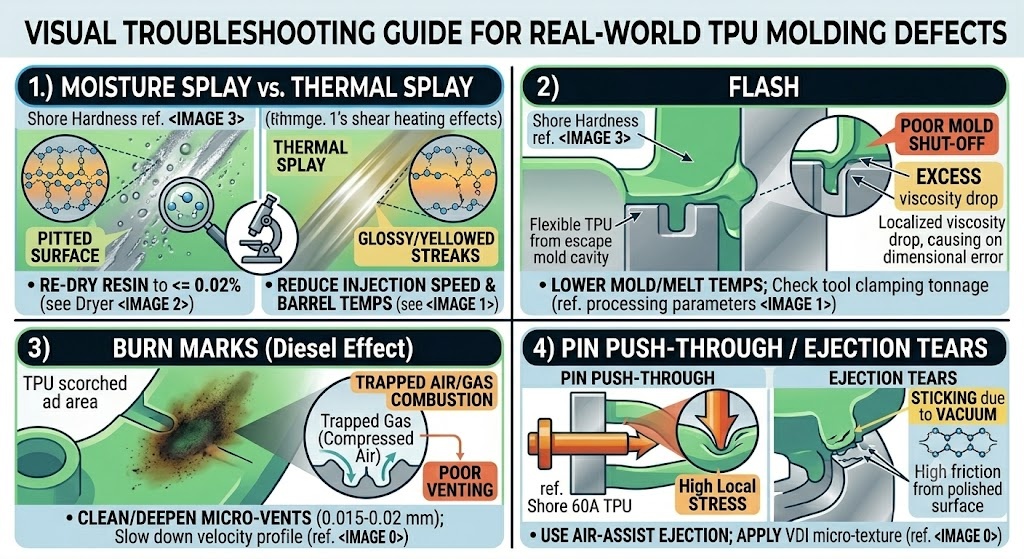
Splay Marks (sølvfarvede striber)
-
Sandsynlig rodårsag: Hydrolytisk eller termisk nedbrydning.
-
Avanceret feltløsning: Mikroskoptesten: Undersøg stregerne under forstørrelse. Hvis striberne er ru og udhulede, er det fugtspredning (øg tørretiden). Hvis striberne er glatte og blanke, er det termisk spredning forårsaget af overdreven forskydningsvarme (reducer injektionshastigheden eller dysetemperaturen).
-
Flash (overskydende materiale ved sømme)
-
Sandsynlig rodårsag: Overinjektion eller lokaliserede viskositetsfald.
-
Avanceret feltløsning: Sænk smeltetemperaturen for at øge viskositeten, eller reducer holdetrykprofilen. Kontroller, om værktøjets spændekraft svarer til den nødvendige mængde.
-
Brændmærker (dieseleffekt)
-
Sandsynlig rodårsag: Indespærret gaskompression i uventilerede lommer.
-
Avanceret feltløsning: Rengør og uddyb mikroventiler (maks. 0,02 mm). Sænk indsprøjtningshastighedsprofilen lige før smelten kommer ind i den endelige påfyldningszone.
-
Sticky Dele / Ejection Tears
-
Sandsynlig rodårsag: Vakuumbinding eller for tidlig pakning.
-
Avanceret feltløsning: Skift til et luft-assist udstødningssystem (luftblæsningsventil) ved siden af mekaniske stifter. Påfør en VDI-mikrotekstur på kernen.
6. Fremtidige tendenser: Sourcing til den grønne forsyningskæde
Efterhånden som globale brands skifter til cirkulære økonomier, ændrer internationale ESG-krav B2B-indkøbsbenchmarks. Det industrielle fremstillingsøkosystem bevæger sig hurtigt mod Bio-baseret TPU and PCR (Post-Consumer Recycled) elastomerer .
Moderne biobaserede TPU'er erstatter traditionelle petroleumsafledte polyoler med plantebaserede alternativer (såsom majsstivelse eller ricinusolie), hvilket reducerer CO2-fodaftryk med op til 40 %.
Behandlingsvinduets virkelighed
Ingeniører og indkøbsagenter skal bemærke, at biobaserede og genbrugte TPU'er besidder betydeligt smallere behandlingsvinduer end fossilt brændstof. Biopolymerer udviser højere termisk følsomhed og lavere forskydningstolerance. At tilpasse dit værkstedsgulv til disse grønne materialer kræver opgradering til præcise lukket sløjfe-styrestøbemaskiner, prioritering af avancerede opsætninger af tørremiddeltørring og brug af optimeret værktøjsteksturering for at forblive konkurrencedygtig i den grønne forsyningskæde.

