
Hurtig oversigt feller professionelle
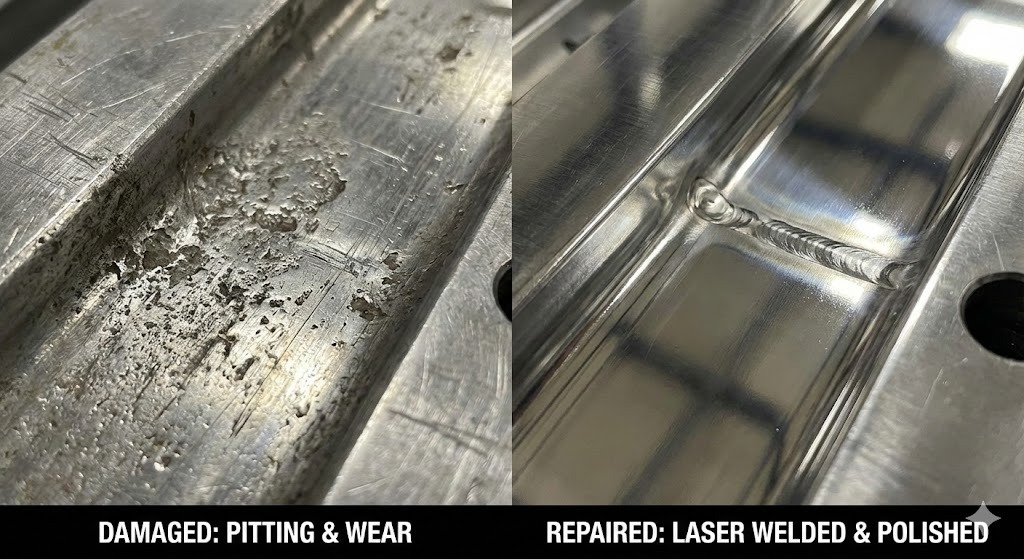
Reparation af sprøjtestøbefellerm er den specialiserede proces med at genoprette beskadiget værktøj til dets originale tekniske specifikationer for at sikre delkvalitet og forhindre produktionsstop. Den mest effektive moderne tilgang kombinerer præcisionslasersvejsning — som tilføjer materiale med minimal varmepåvirkning — og avancerede overfladebehoglinger (såsom PVD-belægninger eller hårdforkromning) for at øge formens levetid. Ved at bruge disse teknikker kan producenter reducere nedetiden med op til 70 % sammenlignet med traditionel TIG-svejsning eller fuld udskiftning af værktøj.
1. Introduktion til reparation af sprøjtestøbeform
Hvorfor er korrekt vedligeholdelse af skimmelsvampe kritisk?
Vedligeholdelse af skimmelsvampe er den rutinemæssige praksis med inspektion, rengøring og reparation af injektionsenheder for at forhindre defekter. Ved højhastighedsfremstilling kan selv en mikroskopisk ridse på en hulrumsoverflade føre til "flash" (overskydende plastik på en del) eller strukturelle svagheder. Proaktiv reparation sikrer dimensionel nøjagtighed og sparer tusindvis af dollars ved at undgå de høje omkostninger ved at bearbejde en helt ny form.
Hvad er de almindelige årsager til sprøjteskimmelskader?
Skimmelsvampe falder typisk i fire kategorier:
- Mekanisk slid: Slibende friktion fra glasfyldte harpikser slider porten og hulrummet ned.
- Korrosion: Kemiske angreb fra udgasning af plast (som PVC), der gruber ståloverfladen.
- Menneskelig fejl: Ridser forårsaget af brug af metalværktøj til at fjerne fastsiddende dele.
- Termisk træthed: Spændingsrevner som følge af konstante opvarmnings- og afkølingscyklusser under produktionen.
2. Forståelse af sprøjtestøbeforme: Det tekniske grundlag
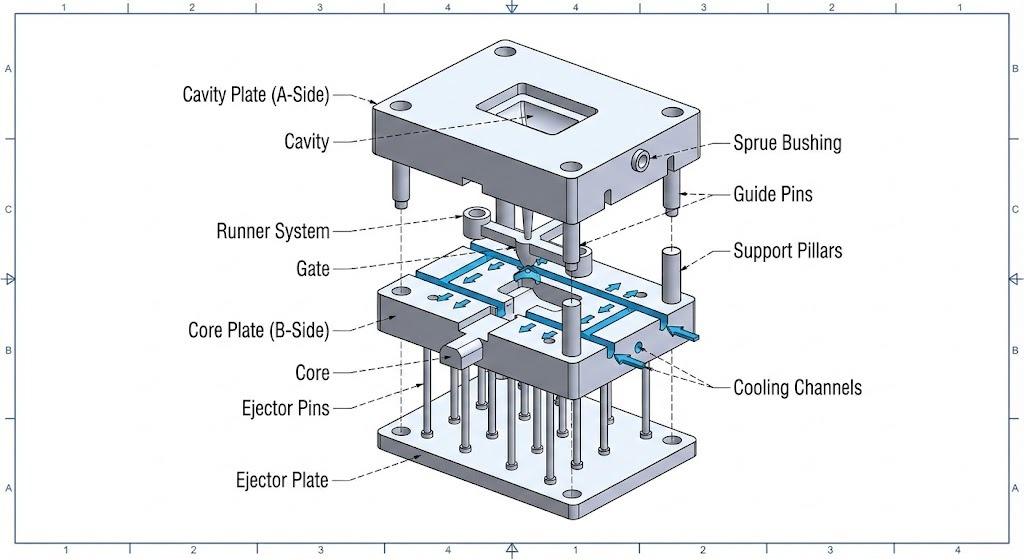
Hvad er de grundlæggende komponenter i en sprøjtestøbeform?
For at udføre en vellykket reparation skal en tekniker identificere, hvilken komponent der fejler.
- Hulrummet og kernen: De primære "A" og "B" sider, der danner formen på plastdelen.
- Ejektorstifter: Mekaniske komponenter, der skubber den færdige del ud af formen.
- Kølekanaler: Interne veje, hvor vand eller olie strømmer for at regulere temperaturen.
- Gate og Runner System: "VVS", der leder smeltet plast ind i hulrummet.
Almindelige materialer, der bruges i sprøjtestøbeforme
Valget af reparationsteknik afhænger i høj grad af formmateriale . De fleste højproduktionsforme er lavet af Værktøjsstål , som er stål legeret med elementer som krom eller vanadium for at øge hårdheden.
Tabel 1: Almindelige formmaterialer og reparationskompatibilitet
| Materiale Type | Fælles karakter | Reparationssvær | Bedste reparationsmetode |
|---|---|---|---|
| P20 Stål | Forhærdet stål | Lav | Laser eller TIG svejsning |
| H13 Stål | Hot-Work Værktøjsstål | Medium | Lasersvejsning (kræver forvarmning) |
| S7 stål | Stødsikkert stål | Høj | Præcisions lasersvejsning |
| Aluminium | 7075-T6 | Medium | Specialiseret lasertråd |
Hvad er forskellen mellem Hot Runner og Cold Runner Systemer?
- Hot Runner-systemer: Brug opvarmede manifolder til at holde plastik smeltet inde i formen, hvilket reducerer spild, men gør reparationer mere komplekse på grund af integrerede elektriske komponenter.
- Cold Runner Systemer: Simple kanaler, der størkner med delen; de er nemmere at reparere, men resulterer i mere skrotmateriale.
Tekniske definitioner
- HAZ (varmepåvirket zone): Området af uædle metal, der ikke er blevet smeltet, men som har fået sin mikrostruktur ændret af svejsevarmen. Minimering af HAZ er det primære mål med lasersvejsning.
- Rockwell hårdhed (HRC): En skala, der bruges til at måle et materiales fordybningshårdhed. De fleste formstål varierer fra 30 til 60 HRC.
- Flash: En sprøjtestøbningsfejl, hvor tynde lag plastik slipper ud mellem formhalvdelene, hvilket normalt indikerer en slidt skillelinje.
3. Lasersvejsning til reparation af sprøjtestøbeform
Hvad er lasersvejsning ved reparation af skimmelsvampe?
Lasersvejsning er en højpræcisionsreparationsproces, der bruger en koncentreret lysstråle til at smelte en specialiseret fyldtråd på det beskadigede område af en form. I modsætning til traditionel svejsning koncentrerer laseren energien så tæt, at den skaber en stærk metallurgisk binding uden næsten ingen forvrængning af det omgivende stål.
Hvad er fordelene ved lasersvejsning?
For teknikere er lasersvejsning den foretrukne metode til værktøj af høj værdi, fordi:
- Minimal Heat Affected Zone (HAZ): Den lokaliserede varme forhindrer formstålet i at vride sig eller miste sin oprindelige hårdhed.
- Ekstrem præcision: Teknikere kan reparere skader så små som 0,05 mm , hvilket giver mulighed for arbejde med indviklede teksturer og skarpe hjørner.
- Komplekse geometrier: Laserens berøringsfrie natur tillader reparationer inde i dybe hulrum eller smalle ribben, hvor en TIG-brænder ikke kan nå.
- Reduceret efterbehandling: Fordi svejsningen er så ren, reduceres den tid, der kræves til manuel slibning og polering, med over 50 % .

3.4. Lasersvejsning: En trin-for-trin guide
For at opnå en reparation af professionel kvalitet skal teknikere følge en standardiseret sekvens:
Trin 1: Forberedelse af formoverfladen
Renlighed er den mest kritiske faktor. Enhver resterende plastik, olie eller rust vil forårsage porøsitet (små bobler) i svejsningen.
- Handling: Brug ultralydsrensning eller specialiserede opløsningsmidler til at fjerne alle forurenende stoffer.
- Bekræftelse: Undersøg området under a 10x mikroskop for at sikre, at metallet er "lyst" og fri for forkullede rester.
Trin 2: Valg af svejseparametre og indstillinger
Laserindstillinger skal justeres baseret på basismetallet og tykkelsen af reparationen.
- Pulsenergi (Joule): Styrer dybden af svejsegennemtrængningen.
- Pulsvarighed (ms): Bestemmer, hvor længe laseren forbliver tændt; længere pulser bruges til tykkere ledninger.
- Frekvens (Hz): Hastigheden af laserimpulser.
- Pletstørrelse (mm): Diameteren af laserstrålen; normalt sat mellem 0,2 mm og 1,5 mm .
Trin 3: Udførelse af svejseteknikker
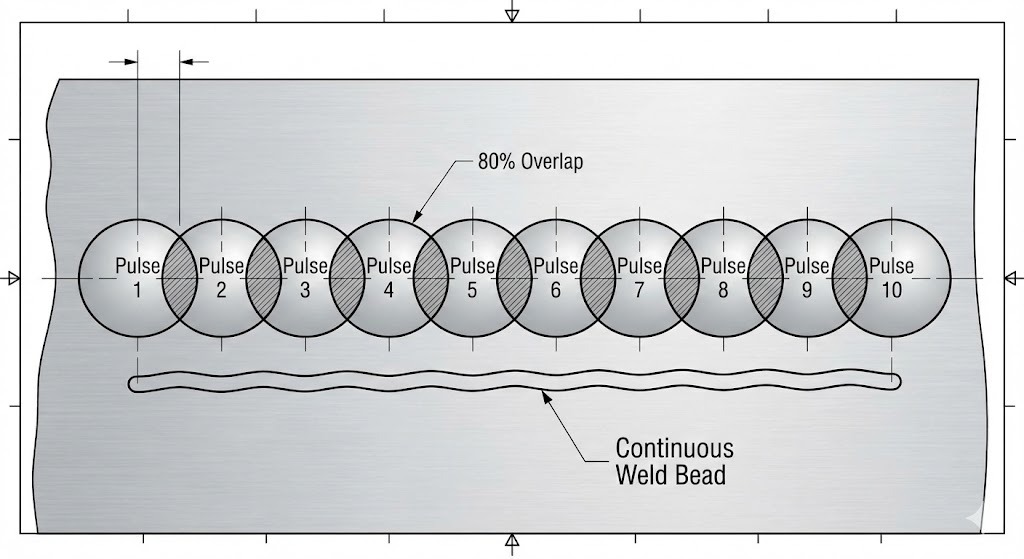
- Puls svejsning: Standardmetoden til reparation. Hver puls skaber en lille "prik" af smeltet metal.
- Kontinuerlig/overlappende svejsning: Teknikere overlapper hver "prik" med 70-80 % at skabe en sømløs, solid perle af metal.
3.5. Bedste praksis for teknikere
- Match påfyldningstråden: Brug altid en lasertråd, der matcher formstålets kemi (brug f.eks. H13-tråd til en H13-form) for at sikre ensartet hårdhed og farve efter polering.
- Håndter beskyttelsesgassen: Brug Argongas ved en jævn strømningshastighed for at forhindre oxidation, som gør svejsningen sort og skør.
- Undgå overbygning: Tilføj kun den mindste mængde materiale, der er nødvendigt. For meget svejsning øger risikoen for varmeopbygning og ekstra bearbejdningstid.
3.6. Almindelige problemer og løsninger
| Problem | Sandsynlig årsag | Professionel løsning |
|---|---|---|
| Underskæring | Strøm (spænding) er for høj | Laver the pulse energy and increase the spot size. |
| Porer/bobler | Forurenet overflade | Rengør området igen med alkohol og kontroller gasstrømmen. |
| Revner | Høj carbon steel cooling too fast | Forvarm formen til 150-200°C før svejsning. |
| Synker | Forkert trådfremføring | Sørg for, at tråden skubbes ind i midten af smeltebassinet. |
Nøgleteknisk indsigt: Betydningen af mikrostruktur
Når en laserimpuls rammer stålet, er afkølingshastigheden ekstrem høj. Dette skaber en martensitisk mikrostruktur i svejseområdet, som er meget hårdt, men kan være skørt. For at sikre langtidsholdbarhed bør store reparationer gennemgå en "stress relief"-opvarmningscyklus for at stabilisere metalstrukturen.
4. Overfladebehandlingsteknikker til sprøjtestøbeforme
Hvad er overfladebehandling ved reparation af skimmelsvampe?
Overfladebehandling er påføring af et tyndt lag af specialiseret materiale eller en kemisk ændring på den ydre "hud" af formstålet. I reparationscyklussen er dette det sidste trin efter svejsning og polering. Den er designet til at genoprette eller forbedre formens originale ydeevne, specielt dens modstandsdygtighed over for slid, korrosion og friktion.
Typer af overfladebehandlinger til forme
4.2.1. Hård forkromning
Dette er en traditionel elektrokemisk proces, der påfører et lag krom direkte på stålet.
- Bedst til: Beskytter mod ætsende plast som PVC og forbedrer "frigivelsen" af delen.
- Hårdhed: Typisk 65–70 HRC .
4.2.2. Elektroløs fornikling
I modsætning til standardplettering bruger dette en kemisk reaktion i stedet for elektricitet, hvilket sikrer en perfekt ensartet tykkelse selv inde i dybe huller eller kølekanaler.
- Bedst til: Komplekse geometrier, hvor ensartet tykkelse er obligatorisk.
4.2.3. Titaniumnitrid (TiN) belægning
En guldfarvet PVD (Physical Vapour Deposition) belægning, der er ekstremt hård.
- Bedst til: Miljøer med høj slid, såsom forme, der bruger glasfyldte harpikser.
- Hårdhed: Op til 80 HRC .
4.3. Fordele ved overfladebehandling
Anvendelse af den korrekte behandling giver tre primære tekniske fordele:
- Forbedret slidstyrke: Forhindrer "udvaskning" ved portene, hvor højtryksplastik flyder.
- Forbedret korrosionsbeskyttelse: Beskytter det dyre værktøjsstål mod vanddamp og sure biproduktgasser.
- Forbedrede udgivelsesegenskaber: Reducerer "stikningen" mellem plastik og metal, hvilket giver mulighed for hurtigere cyklustider og færre beskadigede dele.
4.4. Sådan vælger du den rigtige behandling
Valget afhænger af formens "Fejltilstand":
- Hvis formen ridser: Brug TiN eller DLC (Diamond-Like Carbon) for maksimal hårdhed.
- Hvis formen ruster: Brug Elektrofri nikkel for 100% dækning.
- Hvis plastikken klæber: Brug Hård krom eller specialiseret PTFE-infunderede belægninger .
4.5. Overfladebehandlingsproces: Trin-for-trin guide
Trin 1: Forberedelse og rengøring af skimmelsvampe
Belægningen vil kun binde til en perfekt ren overflade.
- Handling: Udfør en sidste polering til det ønskede SPI finish (f.eks. A-2 spejlfinish).
- Teknisk note: Eventuelle mikroskopiske olier tilbage fra polermassen vil få belægningen til at skalle (delaminering).
Trin 2: Påføring af belægningen
Formen placeres i et vakuumkammer (til PVD/CVD) eller et kemikaliebad (til plettering).
- Præcision: Belægninger påføres normalt i en tykkelse på 0,002 mm til 0,010 mm så de ikke ændrer delens endelige dimensioner.
Trin 3: Efterbehandlingsprocesser
- Handling: Undersøg overfladen for "nålehuller" eller ujævn tykkelse.
- Handling: Udfør en sidste dimensionskontrol for at sikre, at belægningen ikke har sat værktøjet "uden for tolerance".
4.6. Fejlfinding af almindelige overfladebehandlingsproblemer
| Problem | Sandsynlig årsag | Professionel løsning |
|---|---|---|
| Afskalning/afskalning | Dårlig overfladerengøring | Fjern belægningen, poler igen og brug ultralydsrensning. |
| Dulling af Finish | Belægningen er for tyk | Reducer aflejringstiden; tjek mikron tykkelsesmåleren. |
| Kantopbygning | Høj current density (in plating) | Brug “dummy” cathodes to pull excess current away from sharp corners. |
Teknisk definition: PVD vs. CVD
- PVD (Physical Vapor Deposition): En lavtemperaturvakuumproces (under 500°C), der ikke forvrider formstålet.
- CVD (kemisk dampaflejring): En højtemperaturproces (op til 1000°C), der skaber en stærkere binding, men som kan kræve, at formen genhærdes efterfølgende.
5. Praktiske overvejelser for teknikere
Hvordan forbliver teknikere sikre under reparation af skimmelsvamp?
Sikkerhed er altafgørende ved håndtering af højenergilasere og kemiske behandlinger.
- Lasersikkerhed: Arbejd altid i en udpeget Klasse 4 laserområde . Teknikere skal bære bølgelængdespecifikke sikkerhedsbriller for at forhindre permanent nethindeskader fra reflekterede stråler.
- Røgudsugning: Svejsning og kemisk rensning frigiver mikroskopiske metalpartikler og VOC'er (Volatile Organic Compounds). Brug lokaliseret udsugningsventilation for at opretholde luftkvaliteten.
- Termisk beskyttelse: Selv med en lokaliseret HAZ kan formbunden holde på betydelig varme. Brug varmebestandige handsker ved håndtering af komponenter efter svejsning.
Nødvendigt udstyr og værktøjer til succes
En professionel formreparationsarbejdsstation kræver mere end blot en svejser. Væsentlige værktøjer omfatter:
- Stereomikroskop: Minimum 10x forstørrelse for visning af svejsebassiner.
- Præcisionsslibere: Højhastigheds pneumatiske eller elektriske roterende værktøjer til "skruning i" svejsningen.
- Mikropoleringssæt: Diamantpastaer og keramiske sten for at genoprette SPI-overfladefinishen.
- Digitale mikrometre: For at bekræfte, at reparationen har returneret komponenten til dens oprindelige tolerance.
Omkostningsanalyse: Reparation af skimmelsvamp vs. udskiftning
En af de vigtigste roller for en tekniker er at rådgive ledelsen om, hvorvidt en form skal repareres eller kasseres.
Tabel 2: Beslutningsmatrix for reparation vs. udskiftning
| Faktor | Reparation (laseroverflade) | Fuld udskiftning |
|---|---|---|
| Typiske omkostninger | 5% – 20% af originale værktøjsomkostninger | 100 % af værktøjsprisen |
| Ledetid | 24 – 72 timer | 8 – 16 uger |
| Holdbarhed | 80 % – 100 % af den oprindelige levetid | 100 % (ny livscyklus) |
| Bedst til | Lokaliserede skader, porte, skillelinjer | Katastrofale ramme revner, total udvaskning |
Casestudie: Reduktion af nedetid i bilværktøjer
En leverandør af Tier 1-biler oplevede en "gatefrysning" på grund af slid på en støbeform med 32 hulrum.
- Problemet: Skillelinjeblinket forårsagede en afvisningsrate på 15 %.
- Løsningen: Teknikere brugt H13 lasertråd at genopbygge skillelinjen, efterfulgt af en TiN (Titanium Nitride) PVD belægning.
- Resultatet: Formen var tilbage i produktion inden for 36 timer , og overfladehårdheden steg fra 52 HRC til 82 HRC, hvilket forhindrer fremtidigt slid.
6. Avancerede teknikker og teknologier
Hvad er hybrid reparationsmetoder?
Hybrid reparation involverer brug Lasersvejsning til strukturel restaurering efterfulgt af Overfladebehandling til funktionsforbedring.
- Eksempel: Svejsning af et beskadiget ejektorstifthul og derefter påføring af en Elektrofri nikkel belægning på hele pladen. Dette sikrer, at reparationen er stærk, og hele overfladen er beskyttet mod rust.
Automatisering i Skimmelsvampreparation
Branchen er på vej mod CNC Lasersvejsning . I stedet for at en tekniker manuelt fører ledningen under et mikroskop, følger en robotarm en forudprogrammeret vej. Dette sikrer 100 % konsistens i svejsetykkelsen og er ideel til reparation af store partier af identiske skær.
Nye teknologier: 3D metalprint (additiv fremstilling)
Til katastrofale fejl, hvor store dele af en form mangler, bruger teknikere nu Directed Energy Deposition (DED) . Dette "3D-print" værktøjsstål direkte på den eksisterende formbase, som derefter CNC-bearbejdes tilbage til den endelige form.
7. Sammenfatning af nøglepunkter
- Præcision er nøglen: Lasersvejsning is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Overfladesynergi: Overfladebehandlings like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Proaktiv vedligeholdelse: At identificere slitage tidligt gennem mikroskopisk inspektion kan forhindre behovet for dyre udskiftninger.
Fremtiden for reparation af sprøjtestøbeform
Efterhånden som plastdele bliver mere komplekse og leveringstiderne kortere, bliver integrationen af AI-drevet diagnostik and automatisk laserreparation bliver standard. Teknikere, der behersker både den metallurgiske videnskab om svejsning og kemien i overfladebelægninger, vil være de mest værdifulde aktiver i den moderne "Smart Factory."
Tjekliste til teknisk fejlfinding for teknikere
- Er ståltypen identificeret? (Tilpas tråd til uædle metal).
- Er overfladen "lyse ren"? (Ingen olier eller rester).
- Er laserparametre indstillet? (Tjek Joule og Spot Size).
- Strømmer argongas? (Forebyg oxidation).
- Passer belægningen til harpiksen? (f.eks. Chrome til PVC).
Ofte stillede spørgsmål: Reparation af sprøjtestøbeform
Hvor meget koster lasersvejsning til formreparation typisk?
Omkostningerne ved lasersvejsning til reparation af skimmelsvampe generelt spænder fra $200 til $2.000 pr. reparationssession, afhængigt af kompleksiteten af geometrien og mængden af det nødvendige materiale. Dette repræsenterer en betydelig besparelse, da det typisk kun koster 5 % til 15 % af prisen på en erstatningsform.
Kan man svejse en form, der allerede er overfladebehandlet?
Ja, men overfladebelægning skal fjernes i reparationsområdet først. Belægninger som Hård krom or TiN skal strippes via kemisk ætsning eller præcisionsslibning før svejsning. Svejsning direkte over en belægning vil forårsage forurening , hvilket fører til en skør svejsning og dårlig vedhæftning.
Hvad er den bedste overfladebehandling af slibende plast?
For plastik forstærket med glasfibre eller mineraler, Titanium Nitride (TiN) or Diamantlignende kulstof (DLC) er de bedste overfladebehandlinger. Disse PVD-belægninger giver en overfladehårdhed på over 80 HRC , som effektivt modstår "sandblæsnings"-effekten af slibende harpikser.
Hvor lang tid tager en typisk lasersvejsningsreparation?
De fleste mindre lasersvejsereparationer kan gennemføres i 2 til 4 timer , herunder klargøring og rengøring. Hvis reparationen kræver omfattende eftersvejsningspolering eller sekundære overfladebehandlinger som PVD-belægning, er den samlede gennemløbstid normalt 24 til 72 timer .
Forårsager lasersvejsning skimmelsvamp?
nej, lasersvejsning forårsager ikke vridning når det udføres korrekt. Fordi laseren leverer en højkoncentreret stråle med en Minimal Heat Affected Zone (HAZ) , forbliver hovedparten af formen ved stuetemperatur, hvilket bevarer værktøjets strukturelle integritet og dimensionelle tolerancer.
Hvad er forskellen mellem TIG-svejsning og lasersvejsning til forme?
Den primære forskel er varmetilførsel .
- TIG svejsning bruger en højvarmebue, der skaber en stor HAZ, hvilket ofte kræver, at hele formen skal udglødes og genhærdes.
- Lasersvejsning bruger en præcis lysstråle, der skaber et mikroskopisk smeltebassin, der muliggør reparationer på færdige, hærdede værktøjer uden at påvirke det omgivende materiale.
Hvordan vælger jeg den korrekte lasersvejsetråd?
Du skal passer til den kemiske sammensætning af svejsetråden til basisformstålet. Brug f.eks H13 wire til H13 værktøjsstål . Brug af en forkert ledning kan føre til "vidnestreger" eller "ghosting", efter at formen er poleret, hvilket vil vise sig som defekter på de endelige plastikdele.
Hurtig referencetabel: Reparationsløsninger ved defekt
| Defekt type | Anbefalet reparation | Hvorfor? |
|---|---|---|
| Afskedslinje Flash | Lasersvejsning (P20/H13) | Genopbygger skarpe kanter uden forvrængning. |
| PVC syrekorrosion | Elektrofri nikkel Plating | Giver 100% kemisk barriere i alle hulrum. |
| Port udvaskning | Lasersvejsning TiN belægning | Gendanner dimensioner og tilføjer slidstyrke. |
| Ejector Pin Scoring | Mikropolerende DLC | Reducerer friktionen for at forhindre stiften i klemme. |

