
Virkeligheden af sprøjtestøbning med lavt volumen: At bygge bro over kløften
I fremstillingen rammer vi ofte en mur. Du er vokset fra de vaklende tolerancer ved 3D-print, men du er ikke klar til at tabe $50.000 på en hærdet stålfellerm, der tager tre måneder at bygge. Det er her Lavt volumen sprøjtestøbning (LVIM) træder ind. Det er det "sweet spot" for hardware-teams, der har brug for rigtige dele, rigtige materialer og reel hastighed – uden gæld på virksomhedsniveau.
Hvad taler vi egentlig om?
Tænk på LVIM som masseproduktionens adrætte fætter. Mens traditionel støbning er besat af "millioner af cyklusser", er LVIM designet til 100 til 10.000 enheder rækkevidde.
Den virkelige magi sker i værktøjsbutikken. I stedet for opslidende uger brugt på at bearbejde hærdet stål, bruger vi højkvalitets aluminium eller forhærdede stållegeringer. Hvorfor? Fordi aluminium afgiver varme hurtigere og skærer som smør. Dette skifter samtalen fra "Hvor mange måneder?" til "Hvor mange dage før vi sender?"
Hvorfor bøvle med LVIM?
Helt ærligt, den største gevinst er ikke kun den lavere pris - det er roen i sindet.
- Markedstest uden risiko: Forestil dig at lancere et produkt, indse, at knapperne føles "grødet", og at skulle skrotte et værktøj til $60.000. Med lavvolumen støbning kan du dreje. Hvis markedet ønsker en anden tekstur eller et lille tweak i grebet, vil din tegnebog ikke skrige, når du opdaterer aluminiumsindsatsen.
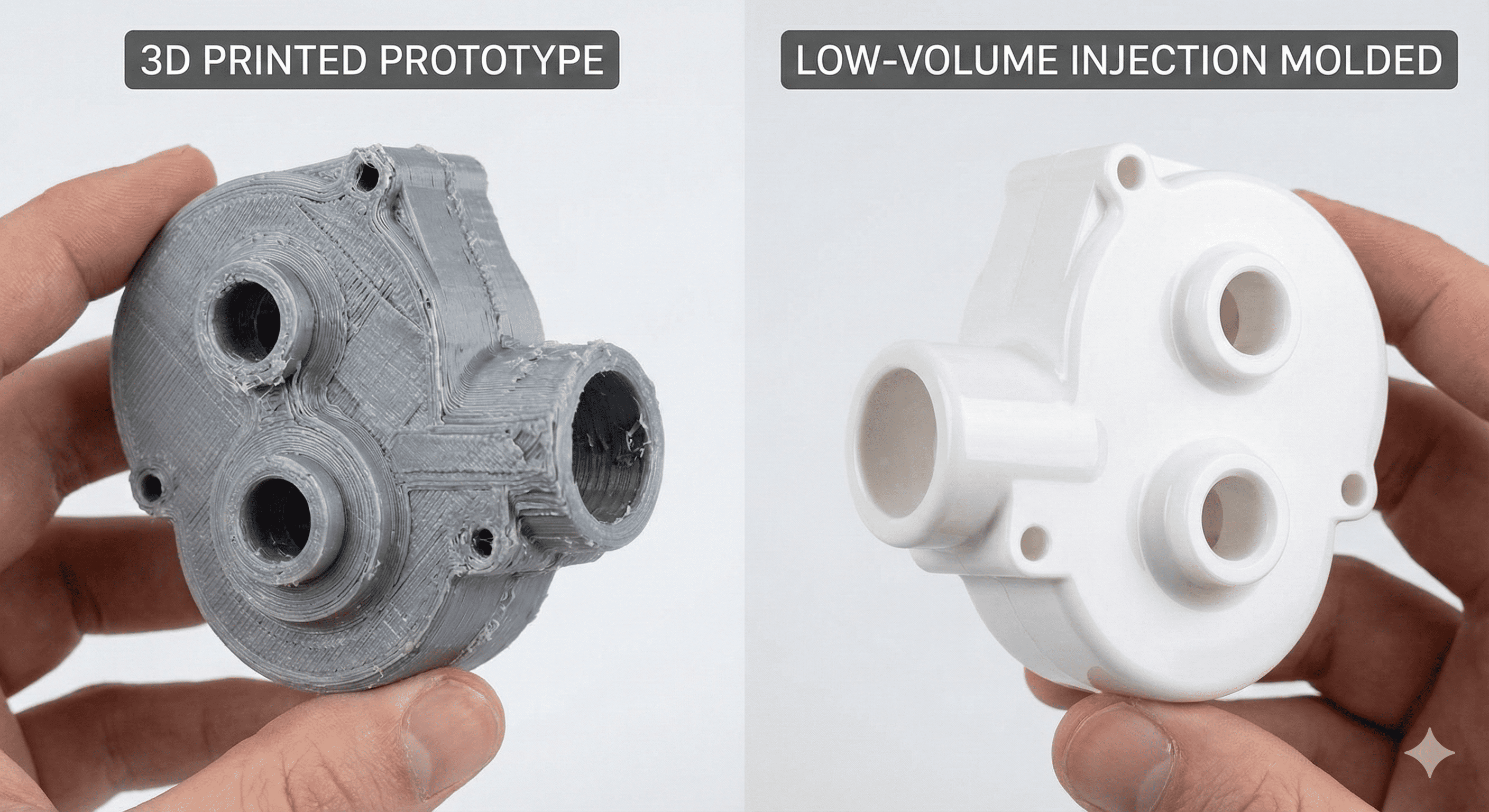
- Fordelen med "rigtigt materiale": Lad os være ærlige, 3D-print føles som 3D-print. De er gode til visuel kontrol, men de opfører sig ikke som det endelige produkt. LVIM bruger den nøjagtige termoplast i produktionskvalitet (som ABS, PC eller Nylon) vil dine kunder faktisk holde. Du får snappasningerne, varmebestandigheden og overfladefinishen på et detailprodukt fra dag ét.
- Broværktøj: Mens din massive "multi-cavity" stålform bliver udskåret på en fabrik et eller andet sted, pumper dit aluminium "bro"-værktøj allerede dele ud. Du er på markedet, genererer omsætning og samler feedback, mens dine konkurrenter stadig kigger på CAD-filer.
Afvejningen
Det er dog ikke kun solskin og hurtige leveringstider. Aluminiumsværktøj er blødere. De holder ikke til en million skud, og du bliver måske nødt til at ofre nogle af de mest komplekse interne kølelinjer. Men for en startup eller et R&D-team? Det er en afvejning, de fleste af os ville gøre på et øjeblik.
Det handler om at blive "god nok" til at være "god" i dine kunders øjne, så hurtigt som menneskeligt muligt.
Hvornår skal du trykke på aftrækkeren: Valg af det rigtige øjeblik til støbning med lavt volumen
Det er nemt at blive fanget af "lad os bare 3D-printe det"-tankegangen, men der kommer et tidspunkt, hvor det holder op med at give mening – både for dit budget og din fornuft. LVIM er ikke kun en mellemvej; det er et strategisk træk. Så hvornår skal du egentlig bruge det?
1. Prototyping afsluttende eksamen
Tænk på dette som "Beta"-fasen. Du har lavet dine FDM- eller SLA-prints, og formen ser rigtig ud. Men knækker klippet? Vil varmen fra den interne elektronik vride kabinettet? Ved at bruge lavvolumenstøbning til dine endelige prototyper tester du egentlig fysik af delen. Du kan se, hvordan plastikken flyder ind i hjørnerne, og hvordan den krymper – virkelige data, du bare ikke kan få fra en printer.
2. Byg "broen"
Dette er uden tvivl den mest almindelige anvendelse. Antag, at dit produkt er et hit, og du har bestilt en stålform med høj kapacitet. Det kan tage 12 til 16 uger at ankomme værktøjet. Har du råd til at vente fire måneder med at begynde at sælge? Sandsynligvis ikke. Et "broværktøj" (en aluminiumsform) hjælper dig igennem de første par måneder. Det holder dit samlebånd i bevægelse, mens det kraftige jern stadig bliver smedet.
3. Pilotproduktion og små nicher
Nogle gange er "lav lydstyrke" faktisk din "fulde lydstyrke". Hvis du bygger medicinsk udstyr, avancerede instrumentbræt til biler eller specialiserede dronekomponenter, har du måske kun brug for 2.000 enheder om året. I disse tilfælde er det bare en dårlig forretning at bruge $80.000 på et multi-cavity-værktøj. LVIM bliver din permanente produktionsløsning, der holder dine overhead nede og dine marginer sunde.
The Material Playbook: Hvad kan du faktisk forme?
Folk spørger ofte: "Kan jeg bruge samme plastik som de store fyre?" Absolut. Faktisk er det hele pointen.
The Heavy Hitters: Termoplast
Det meste af det, vi rører ved – fra din tandbørste til din bils trim – er lavet af termoplast. Disse er stjernerne i showet, fordi de kan smeltes, injiceres og afkøles gentagne gange.
- ABS: Den pålidelige arbejdshest. Hård, slagfast og afslutter smukt.
- Polycarbonat (PC): Når du har brug for, at den er klar eller utrolig stærk.
- Nylon (PA): Det tekniske valg for gear og bevægelige dele, der skal modstå slid.
Specialisterne: Termodæmpere
Disse er en anden race. Når de har sat sig, er de færdige - ligesom at bage en kage, kan du ikke smelte den tilbage til dejen. De er fantastiske til højvarme miljøer eller elektrisk isolering, hvor du absolut ikke kan få delen til at smelte under tryk.
Vælg din fighter
At vælge et materiale handler ikke kun om styrke; det handler om "shrink". Forskellige plasttyper opfører sig forskelligt, når de rammer de kolde vægge i en form. Hvis du skifter materiale halvvejs gennem et projekt, passer dine dele muligvis ikke sammen længere. Det er altid bedre at vælge dit produktionshensigtsmæssige materiale i lavvolumenstadiet for at undgå ubehagelige overraskelser senere.
Hvornår skal du trykke på aftrækkeren: Valg af det rigtige øjeblik til støbning med lavt volumen
Det er nemt at blive fanget af "lad os bare 3D-printe det"-tankegangen, men der kommer et tidspunkt, hvor det holder op med at give mening – både for dit budget og din fornuft. LVIM er ikke kun en mellemvej; det er et strategisk træk. Så hvornår skal du egentlig bruge det?
1. Prototyping afsluttende eksamen
Tænk på dette som "Beta"-fasen. Du har lavet dine FDM- eller SLA-prints, og formen ser rigtig ud. Men knækker klippet? Vil varmen fra den interne elektronik vride kabinettet? Ved at bruge lavvolumenstøbning til dine endelige prototyper tester du egentlig fysik af delen. Du kan se, hvordan plastikken flyder ind i hjørnerne, og hvordan den krymper – virkelige data, du bare ikke kan få fra en printer.
2. Byg "broen"
Dette er uden tvivl den mest almindelige anvendelse. Antag, at dit produkt er et hit, og du har bestilt en stålform med høj kapacitet. Det kan tage 12 til 16 uger at ankomme værktøjet. Har du råd til at vente fire måneder med at begynde at sælge? Sandsynligvis ikke. Et "broværktøj" (en aluminiumsform) hjælper dig igennem de første par måneder. Det holder dit samlebånd i bevægelse, mens det kraftige jern stadig bliver smedet.
3. Pilotproduktion og små nicher
Nogle gange er "lav lydstyrke" faktisk din "fulde lydstyrke". Hvis du bygger medicinsk udstyr, avancerede instrumentbræt til biler eller specialiserede dronekomponenter, har du måske kun brug for 2.000 enheder om året. I disse tilfælde er det bare en dårlig forretning at bruge $80.000 på et multi-cavity-værktøj. LVIM bliver din permanente produktionsløsning, der holder dine overhead nede og dine marginer sunde.
The Material Playbook: Hvad kan du faktisk forme?
Folk spørger ofte: "Kan jeg bruge samme plastik som de store fyre?" Absolut. Faktisk er det hele pointen.
The Heavy Hitters: Termoplast
Det meste af det, vi rører ved – fra din tandbørste til din bils trim – er lavet af termoplast. Disse er stjernerne i showet, fordi de kan smeltes, injiceres og afkøles gentagne gange.
- ABS: Den pålidelige arbejdshest. Hård, slagfast og afslutter smukt.
- Polycarbonat (PC): Når du har brug for, at den er klar eller utrolig stærk.
- Nylon (PA): Det tekniske valg for gear og bevægelige dele, der skal modstå slid.
Specialisterne: Termodæmpere
Disse er en anden race. Når de har sat sig, er de færdige - ligesom at bage en kage, kan du ikke smelte den tilbage til dejen. De er fantastiske til højvarme miljøer eller elektrisk isolering, hvor du absolut ikke kan få delen til at smelte under tryk.
Vælg din fighter
At vælge et materiale handler ikke kun om styrke; det handler om "shrink". Forskellige plasttyper opfører sig forskelligt, når de rammer de kolde vægge i en form. Hvis du skifter materiale halvvejs gennem et projekt, passer dine dele muligvis ikke sammen længere. Det er altid bedre at vælge dit produktionshensigtsmæssige materiale i lavvolumenstadiet for at undgå ubehagelige overraskelser senere.
Knæk koden: Processen og prisskiltet
Hvordan går vi egentlig fra en digital fil til en kasse med dele på to uger? Det er ikke magi, men det kræver lidt at "trimme fedtet" fra traditionel fremstilling.
Fra CAD til hulrum: LVIM-processen
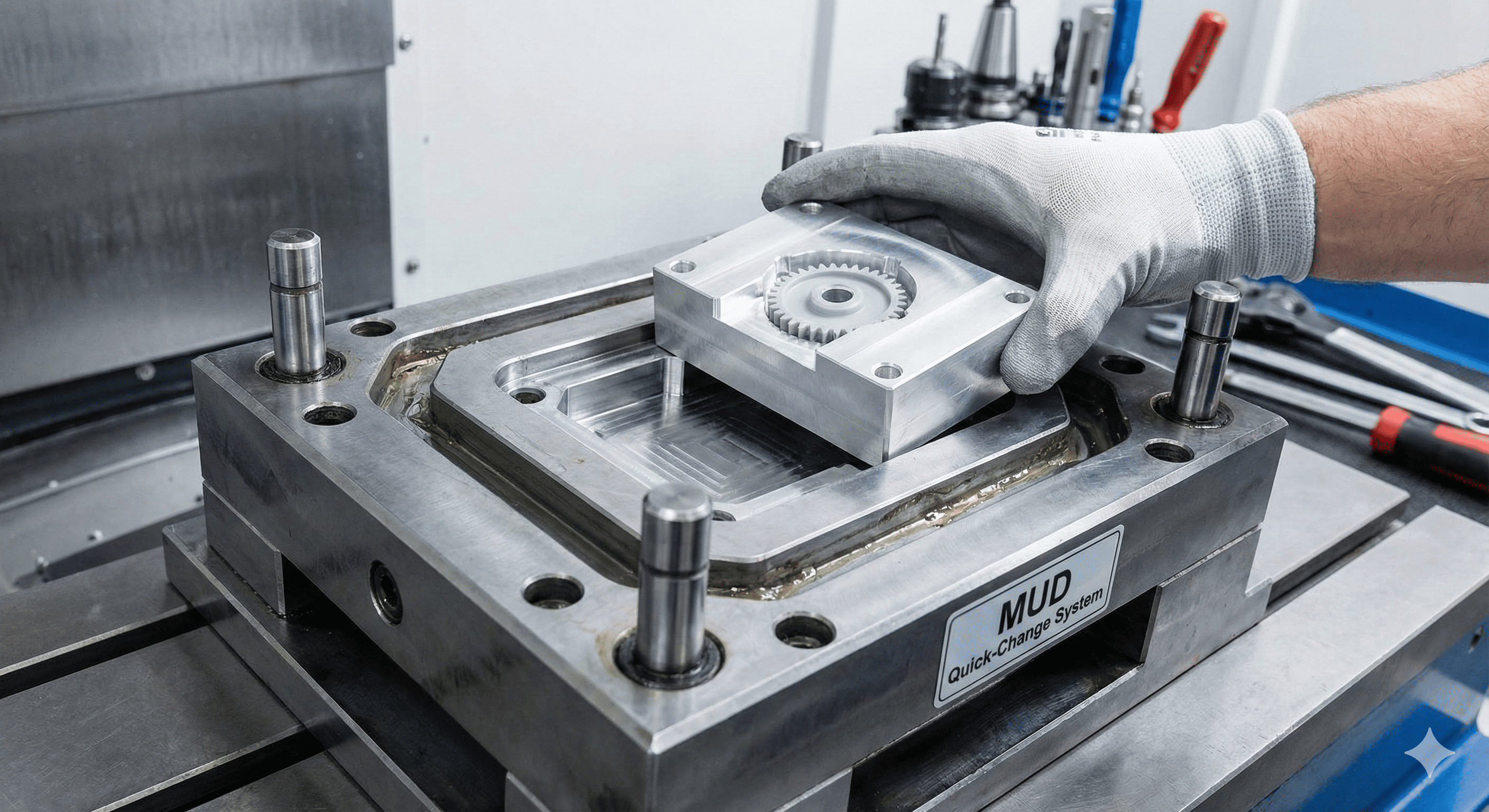
De tunge løft sker under Form design . I højvolumenproduktion er du bekymret for hvert mikrosekund af cyklustiden, så du bygger komplekse "vandkapper" til køling. I lavvolumenstøbning forenkler vi. vi bruger Master Unit Die (MUD) baser – standardiserede rammer, der holder tilpassede indsatser. Det betyder, at vi kun skal skære "hulrummet" (delens form) og ikke hele den massive metalblok.
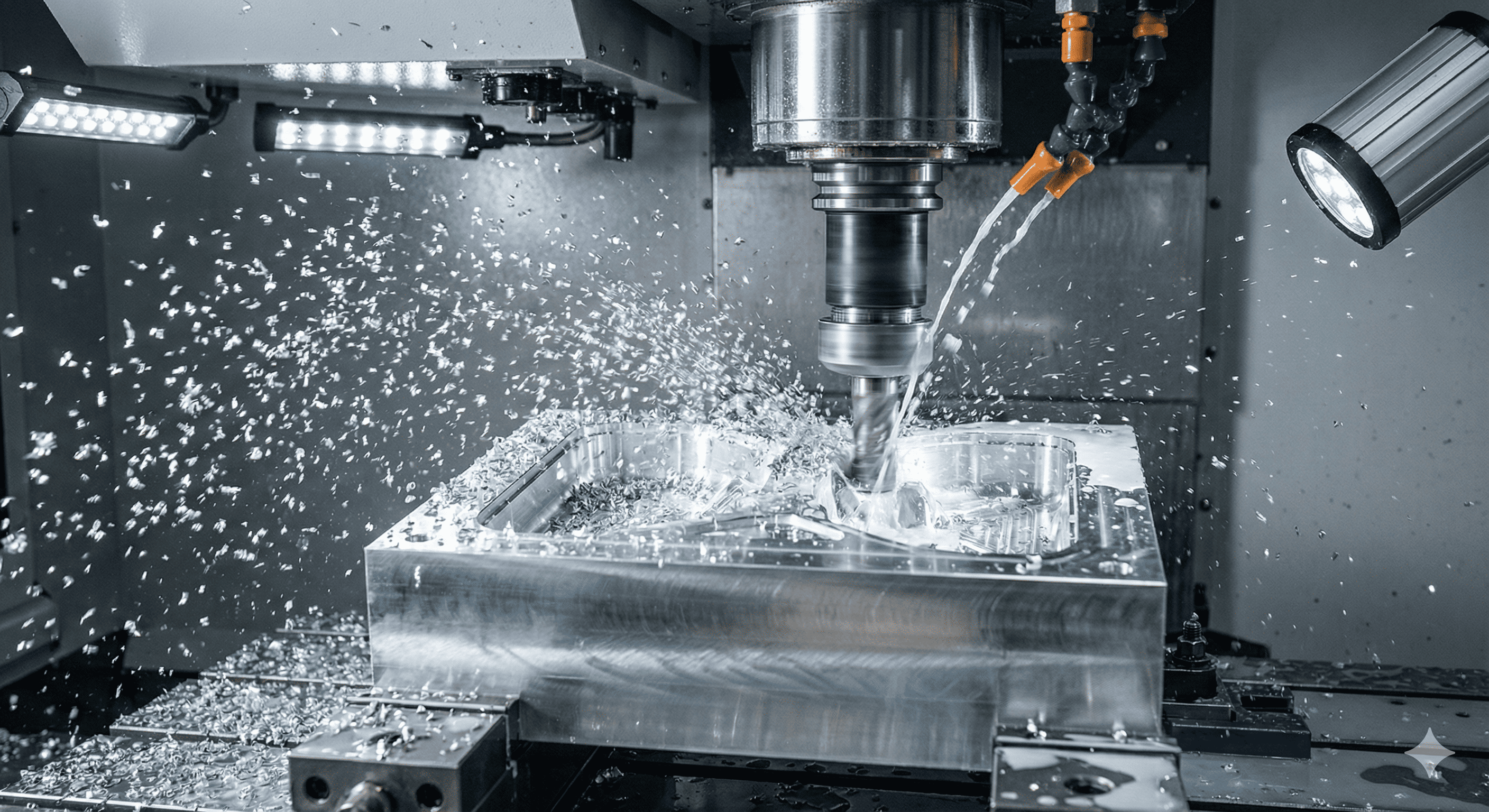
Når først formen er bearbejdet - normalt via højhastigheds-CNC - klemmes den fast i pressen. Selve injektionscyklussen er en dans af tryk og temperatur. Smeltet harpiks skubbes ind i værktøjet, holdes under et enormt pres for at forhindre "synkemærker" og sprang derefter ud. Fordi vi bruger aluminium, afgiver værktøjet varmen hurtigt, hvilket er en fin bonus for at holde tingene i gang.
Kvalitetskontrol: Ikke "billig", bare "hurtig"
En almindelig misforståelse er, at "lav lydstyrke" betyder "lav kvalitet". I virkeligheden er delene ofte bedre fordi produktionen er kortere. En operatør kan holde meget tættere øje med 500 dele, end de kan med 500.000. Vi kontrollerer stadig tolerancer med CMM'er (Coordinate Measuring Machines) og sikrer, at farven matcher dit brands spec.
Det store spørgsmål: Hvad kommer det til at koste?
Lad os tale tal - eller i det mindste, hvad der driver dem. I sprøjtestøbning kæmper du altid imod Indledende opsætningsomkostninger .
1. Værktøjsregningen: Dette er din største forhindring. For LVIM ser du på en rækkevidde - måske $2.000 for et simpelt gear og op til $15.000 for et komplekst kabinet med "sidehandlinger" (bevægelige dele i formen). Sammenlign det med $50.000 for et produktionsstålværktøj.
2. Delpris: Her er fangsten. Dine omkostninger "per del" vil være højere end i masseskala. Hvorfor? Fordi du spreder den opsætningstid og maskinkalibrering over 500 enheder i stedet for en million.
3. Geometri betyder noget: Vil du have en "nul graders" væg? Eller et dybt, smalt hul? Det øger omkostningerne. Hvis du kan designe med generøs trækvinkler (tilspidsede sider), delen springer lettere ud, formen holder længere, og prisen falder.
Sådan sparer du et par grand
Hvis du vil holde fakturaen slank, så tænk dig om Overfladefinish . En højglans "Klasse A" spejlfinish kræver manuel polering af et menneske i timevis. Hvis du kan leve med en "Protomold" tekstureret finish eller en standard maskinfinish, sparer du en betydelig del af ændringer og et par dages leveringstid.
Rivaliseringen: Støbning med lavt volumen vs. feltet
At vælge en fremstillingsmetode burde ikke føles som en gætteleg. Normalt kommer det ned til et "break-even" punkt. Hvornår holder hastigheden på en 3D-printer op med at være en fordel? Hvornår bliver prisen på en CNC-bearbejdet blok overkill?
Her er det "snydeark", de fleste ingeniører bruger til at beslutte:
| Feature | 3D-print (SLA/SLS) | CNC bearbejdning | Lavt volumen sprøjtestøbning |
|---|---|---|---|
| Bedste mængde | 1 – 10 dele | 1 – 50 dele | 100 – 10.000 dele |
| Ledetid | 2 – 5 dage | 1 – 2 uger | 2 – 4 uger |
| Materialevalg | Begrænset (harpikser/filamenter) | Ethvert metal eller plastik | Ubegrænset (Produktionsharpikser) |
| Overfladefinish | Synlige lag (ru) | Værktøjsmærker (glatte) | Detailklar (poleret/tekstureret) |
| Enhedsomkostninger | Fast (høj) | Høj | Aftager med volumen |
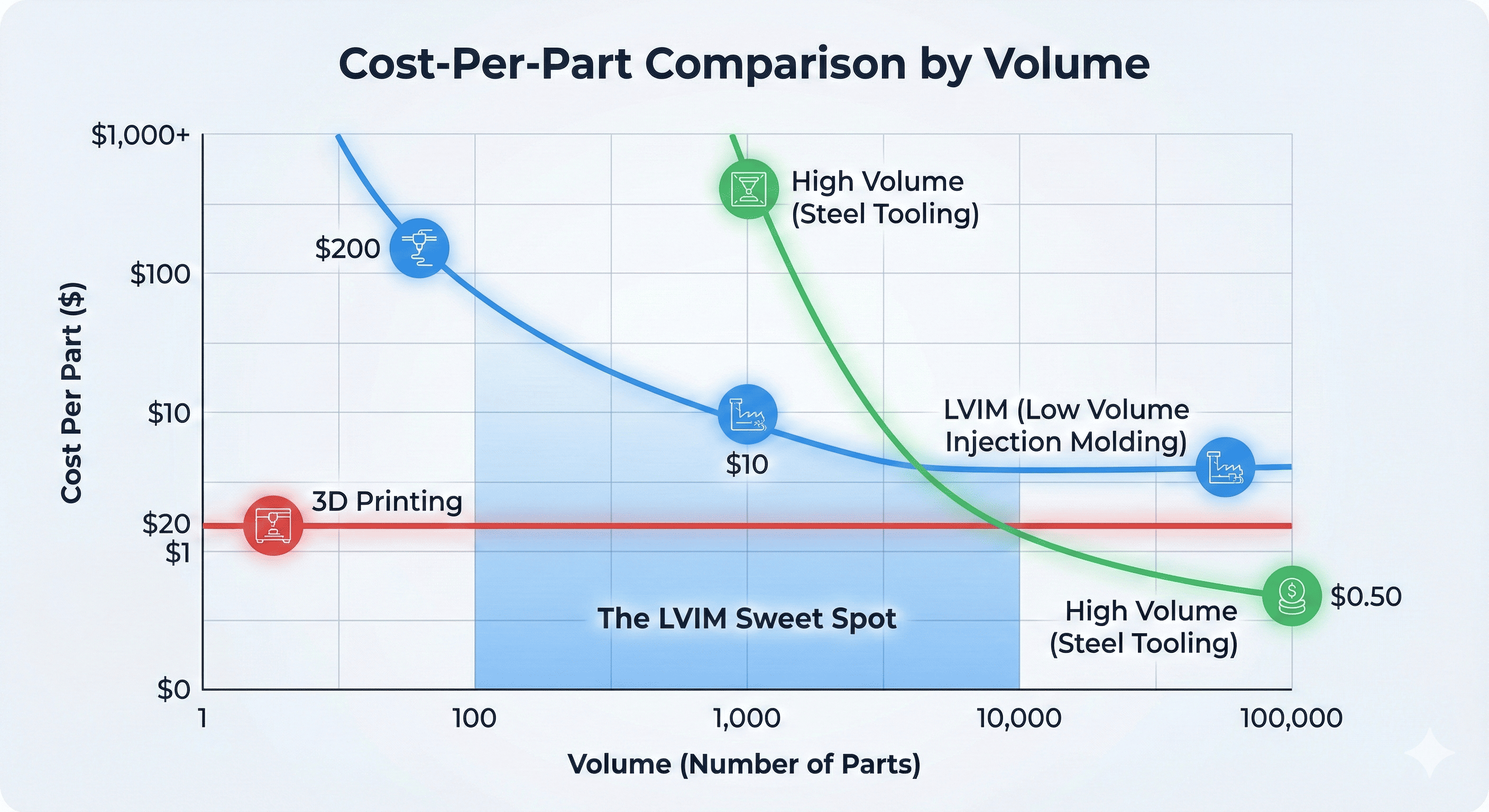
"Cost Cross-Over"
Tænk på det på denne måde: 3D-print er som at tage en taxa. Det er praktisk til en kort tur, men du ville ikke bruge en til at køre på tværs af landet. Lavvolumen sprøjtestøbning er som at lease en bil. Der er lidt papirarbejde og en udbetaling (formprisen) i starten, men efter det er hver kilometer - eller hver del - væsentligt billigere.
Virkning på den virkelige verden: SolarSack-succesen
Lad os se på et rigtigt eksempel. Et dansk firma ringede SolarSack udviklet et simpelt, livreddende produkt: en plastikpose, der bruger UV-stråling til at rense vand.
De havde brug for en specifik vandhane, der var fødevaregodkendt, lækagesikker og billig nok til udviklingsmarkeder.
- Problemet: 3D-print kunne ikke håndtere kravene til fødevarekvalitet, og en "fuldskala" stålform var en risiko på $40.000 for en opstart.
- Løsningen: De brugte Støbning med lavt volumen . Det gav dem mulighed for at gentage seks forskellige designs af hanen uden at miste deres skjorter.
- Resultatet: De producerede de første 10.000 enheder ved hjælp af dette "bløde" værktøj. Da produktet var en bevist succes, og designet var låst, investerede de endelig i de "tunge" stålproduktionsværktøjer.
Hvad er det næste? Fremtiden for små partier
Vi bevæger os væk fra "one-size-fits-all" fabriksmodellen. Fremtiden for LVIM bliver smartere og grønnere.
- AI-drevne forme: Vi ser mere software, der bruger AI til at "forudsige", hvordan plastik vil flyde, før vi overhovedet skærer metallet. Dette betyder, at den første del af linjen er meget mere tilbøjelig til at være perfekt, hvilket reducerer spild.
- Miljøvenlige harpikser: Med fremkomsten af "cirkulær økonomi"-mål tilbyder flere butikker genbrugte harpikser or biobaseret plast (som dem lavet af majsstivelse) specielt til kortsigtede projekter. Det er en fantastisk måde for mærker at teste "grønne" versioner af deres produkter uden at forpligte sig til et massivt produktionseftersyn.
- Desktop Automation: Small-scale robotic arms are now being used to “pick and place” parts even in small shops, which helps keep the labor costs of low-volume runs competitive with overseas mass production.
Bundlinjen
Sprøjtestøbning med lavt volumen er ikke kun en "budget"-version af masseproduktion. Det er et værktøj for de hurtige. It’s for the teams who want to get a high-quality product into their customers’ hands while their competitors are still arguing over a prototype.
Indpakning: Er lavvolumenstøbning dit næste træk?
Vi har dækket "hvordan", "hvad" og "hvor meget". But at the end of the day, low volume injection molding is more than just a line item on a manufacturing budget—it’s a strategy for survival in a market that moves at the speed of light.
Takeaway
If you are sitting on a design that’s ready for the world, don’t let the “All or Nothing” myth of traditional manufacturing hold you back. Du behøver ikke vælge mellem en plastikdel, der føles som et stykke legetøj (3D-print) og en massiv økonomisk satsning (hærdet stålværktøj).
Lavvolumen sprøjtestøbning giver dig:
- Den professionelle kant: Dele, der ser ud og virker, som om de hører hjemme på en detailhylde.
- Økonomisk pusterum: Lavere forudgående omkostninger, så du kan beholde din kapital til markedsføring og vækst.
- Evnen til at dreje: Hvis dine kunder ønsker en forandring, er du ikke gift med et stykke jern på 50.000 $.
Et sidste tip fra butiksgulvet
Inden du sender dine CAD-filer afsted for et tilbud, skal du gøre dig selv en tjeneste: Tal med din molder tidligt. En ti minutters samtale om trækvinkler eller vægtykkelse kan ofte spare dig for tusindvis af dollars i værktøjsændringer. De fleste butikker med lavt volumen er vant til at arbejde med "rodet" R&D-filer - de forventer at hjælpe dig med at forfine designet til formen. Udnyt den ekspertise.
Oversigtstabel: En dels livscyklus
| Fase | Mængde | Mål | Bedste metode |
|---|---|---|---|
| Koncept | 1 - 5 | Form & Fit | 3D print |
| Validering | 10 - 50 | Funktionel test | CNC bearbejdning |
| Markedslancering | 100 - 5k | Omsætning og feedback | Støbning med lavt volumen |
| Masseskala | 50k | Enhedsomkostningsoptimering | Høj Volume (Steel) |
Gabet mellem "idé" og "produkt" er mindre, end det nogensinde har været. Uanset om du bygger det næste store medicinske udstyr eller et nichestykke inden for forbrugerteknologi, er LVIM broen, der får dig på tværs.
Ofte stillede spørgsmål
Når det kommer til støbning med lavt volumen, har de samme få spørgsmål en tendens til at dukke op på butiksgulvet. Her er den "straight talk" om, hvad du virkelig har brug for at vide.
Hvor "lav" er lav lydstyrke, præcis?
Selvom der ikke er nogen lov skrevet i sten, overvejer industrien generelt alt fra 100 til 10.000 enheders som det søde sted. Under 100 er du normalt bedre stillet med 3D-print eller CNC-bearbejdning. Over 10.000 kan sliddet på en aluminiumsform begynde at påvirke dine tolerancer, hvilket gør en overgang til stål til en smartere langsigtet indsats.
Vil mine dele se "prototype-y" ud?
Slet ikke. Det er det smukke ved det. Because we’re using real injection molding presses and production-grade resins, your parts will have the same weight, texture, and structural integrity as something you’d buy at a big-box retailer. Hvis du ønsker en bestemt tekstur (som en mat finish eller en gnist-eroderet overflade), kan vi påføre det direkte på formen.
Kan jeg lave ændringer i formen, når den er bygget?
Ja – til et punkt. Det er meget nemmere at fjerne metal end at tilføje det. Skal du lave et hul mindre eller en væg tyndere, kan vi som regel "maskine væk" mere af formen. Tilføjelse af materiale (gør en del tykkere) er vanskeligere og kan kræve svejsning eller en ny indsats. Det er derfor, aluminium er så populært; det er utroligt tilgivende og hurtigt at modificere sammenlignet med hærdet stål.
Hvorfor er leveringstiden så meget kortere?
Traditionelle forme er som bankbokse - de er bygget til at overleve millioner af højtrykscyklusser. Det tager tid. Brug af værktøjer med lav volumen forenklede designs og "blødere" metaller, der kan skæres ved meget højere hastigheder på en CNC-maskine. Vi springer også over de komplekse automatiserede kølesystemer, der bruges i masseproduktion, hvilket trimmer uger ud af fabrikationsplanen.
Er der en grænse for, hvilke materialer jeg kan bruge?
Hvis det er en termoplast, kan vi støbe den. Fra basic Polypropylen til høj ydeevne KIG eller glasfyldt Nylon , håndterer processen dem alle. Den eneste rigtige "begrænsning" er at sikre, at dit materialevalg matcher formdesignet (da forskellige plasttyper krymper med forskellige hastigheder).
Hvad hvis jeg til sidst har brug for 100.000 dele?
Tænk på dit lavvolumenværktøj som dit "markedsadgangsværktøj". Once your sales volume justifies the investment, you take the lessons learned from the low-volume run—like where the sink marks appeared or which tolerances were tight—and apply them to a multi-cavity steel production tool. Du har i det væsentlige brugt LVIM til at "de-risiko" din masseproduktionsfase.

