
Flash er en af de mest almindelige defekter i sprøjtestøbning - og en af de mest fejldiagnosticerede. Tynde finner af overskydende materiale, der optræder ved skillelinjer, udkasterstifter eller indsatsgrænseflader, beskyldes ofte for procesparametre alene, når hovedårsagen ofte er værktøj. Denne vejledning giver en systematisk diagnostisk ramme, der dækker alle syv hovedårsagskategorier, kvantificerede forebyggelsesstandarder og en prioriteringsmatrix for korrigerende handlinger for at eliminere flash effektivt.
1. Hvad blinker skimmelsvamp?
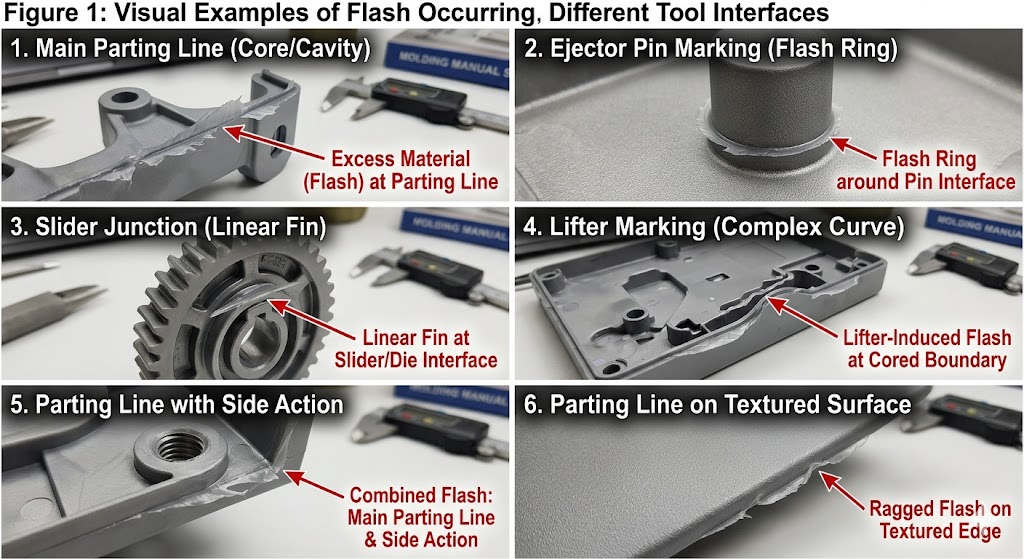
Flash (også: blinkende, grat) er overskydende materiale, der undslipper formhulen gennem ethvert mellemrum i værktøjet før frysning. Det fremstår som en tynd finne, spind eller fjerkant, der er fastgjort til delen ved:
- Skillelinjer — den mest almindelige placering
- Ejector pin interfaces — cirkulære blitzringe omkring nåleflader
- Slide og lifter interfaces — lineære finner langs sidekontaktflader
- Indsæt grænser — ved metalindsatsomkredse i indsatsstøbning
- Udluftningssteder — hvis ventilationsåbningerne er for store eller eroderet
- Afspærringsflader — i kerneelementer og gennemgående huller
Flash er ikke kun kosmetisk. Det tilføjer sekundære trimningsoperationer, risikerer monteringsinterferens, skaber skarpe kanter (fare for skader og tætningsfejl), og i medicinske eller fødevarekontaktapplikationer udløser den ikke-overensstemmelse med lovgivningen. Endnu vigtigere er det, at det signalerer et hul i formsystemet, der, hvis det ubehandlet, udvides gradvist for hvert skud.
2. De syv hovedårsagskategorier
Flash har altid den samme umiddelbare årsag - materiale under tryk finder et hul. Men oprindelsen til dette hul falder i syv forskellige kategorier, der hver kræver en anden korrigerende handling.
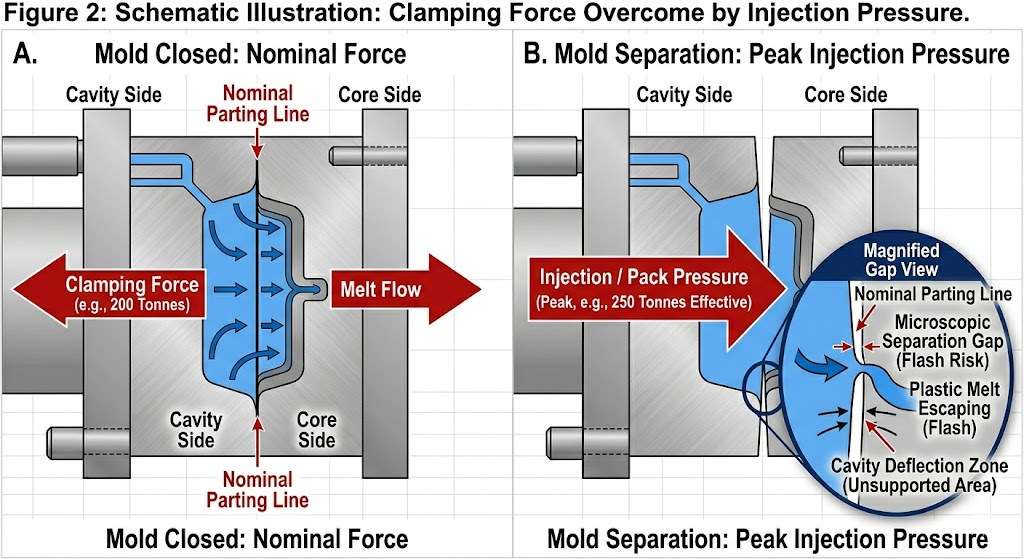
2.1 Utilstrækkelig spændekraft
Den hyppigst oversete årsag. Hvis indsprøjtningstrykket overstiger pressens effektive klemkraft på det projicerede område af del- og løbesystemet, adskilles formpladerne momentant under fyldning og pakning - hvilket skaber et dynamisk mellemrum ved skillelinjen.
Diagnostisk kontrol:
Påkrævet klemkraft (tons) = projiceret areal (cm²) × hulrumstryk (MPa) ÷ 100For en del med 180 cm² projiceret areal (inklusive løbere) fyldt med 80 MPa gennemsnitligt hulrumstryk:
Påkrævet klemme = 180 × 80 ÷ 100 = 144 tons minimumTilføj en 20–25 % sikkerhedsmargin → 175-180 tons minimum.
Kørsel af denne del på en 150-tons presse vil det frembringe skillelinjeblink uanset enhver anden parameterjustering.
Almindelig fejl: Beregning af det projicerede areal kun fra delen, ekskl. løbersystemet. Sprue, løbere og porte bidrager med betydeligt projiceret areal og hulrumstryk.
| Materialeeee | Typisk hulrumstrykområde | Klemmekraft tommelfingerregel |
|---|---|---|
| PP, PE (tyndvæg) | 40-80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50-90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60-100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80-130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90-150 MPa | 0,9–1,5 t/cm² |
| POM | 70-110 MPa | 0,7–1,1 t/cm² |
2.2 Slid eller beskadigelse af overfladen
Skillefladen (PS) er den primære tætning mellem hulrum og atmosfære. Enhver afvigelse fra perfekt fladhed - uanset om det skyldes slid, stødskader, EDM-gnisterosion eller utilstrækkelig overfladehårdhed - tillader materialet at undslippe.
Kritiske tolerancer:
| Skimmelstørrelse | Maks. tilladt PS planhed afvigelse | Anbefalet stålhårdhed |
|---|---|---|
| Lille (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Medium (250-500 mm) | 0,008 mm | 48–52 HRC |
| Stor (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
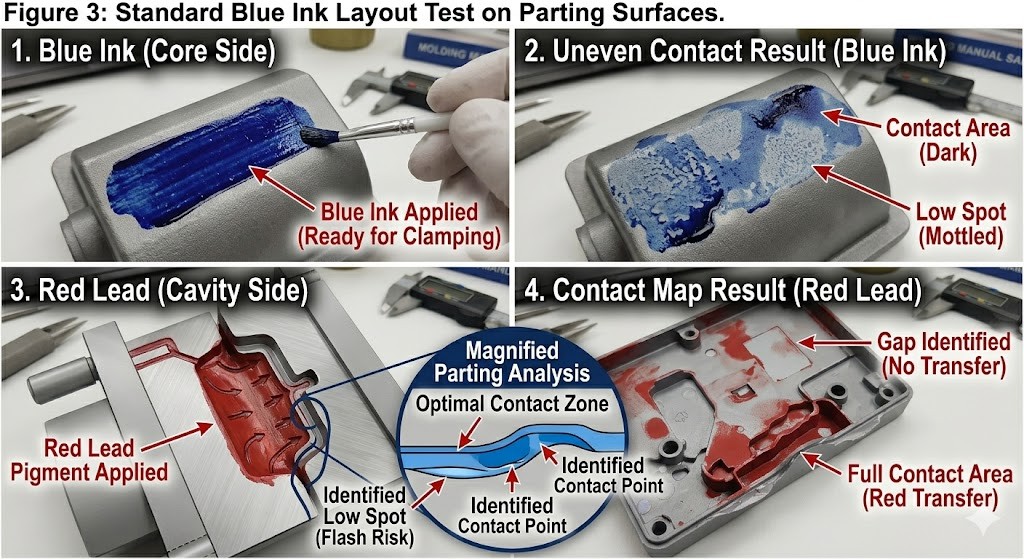
Inspektionsprotokol: Blå blækoverførselstest eller følermåler fejer hen over hele skillefladen. Ethvert mellemrum >0,010 mm på et råvaremateriale eller >0,005 mm på et lavviskositetsmateriale (LCP, PPS) er en flashrisiko.
Reparationsmetoder efter sværhedsgrad:
| Skadetype | Reparationsmetode | Ledetid |
|---|---|---|
| Mindre slitage (<0,05 mm lavt område) | Lasersvejsning efterpolering | 1-3 dage |
| Moderat slitage (0,05–0,2 mm) | Spray svejsning eller TIG svejsning genbearbejdning | 3-5 dage |
| Slagskader/bule | Lasersvejsning EDM re-gnist | 2-4 dage |
| Udbredt slid (>0,2 mm) | Fuld PS efterskumning på overfladesliber | 3-7 dage |
| Gentagne blink samme sted | Hardface svejsning (Stellite) efterpolering | 5-10 dage |
2.3 For høj injektionshastighed eller tryk
Selv en geometrisk perfekt form vil blinke, hvis procesparametre skubber hulrumstrykket ud over klemkraftkapaciteten, eller hvis indsprøjtningshastigheden er høj nok til at skabe en hydraulisk kileeffekt ved skillelinjen, før klemmetonnagen er fuldt udviklet.
Flash-inducerende procesforhold:
- Indsprøjtningshastigheden er indstillet så højt, at hulrummet fyldes på <0,3 sek. - spidstrykspidsen overstiger klemkapaciteten et øjeblik
- Pakningstryk indstillet til over 80 % af indsprøjtningstrykket på et materiale med lav viskositet
- Holdetid forlænget ud over gate-frysning - fortsat tryk efter gate-frysning overfører kraft til formplader, ikke delpakning
- Smeltetemperaturen er for høj - reducerer viskositeten, materialet flyder mere aggressivt ind i ethvert mellemrum
Procesjusteringssekvens (før værktøjsintervention):
- Reducer injektionshastigheden i intervaller på 10 % - kontroller, om blitzen reduceres
- Reducer pakningstrykket til 60–70 % af påfyldningstrykket
- Bekræft holdetiden ikke overstiger gate-frysningstiden (brug gate-fryseundersøgelse)
- Reducer smeltetemperaturen med 5-10°C
- Hvis flashen fortsætter efter alle fire justeringer - årsagen er værktøj, ikke proces
2.4 Materialeviskositet for lav
Materialer med lav viskositet flyder ind i huller, som materialer med standardviskositet bygger bro over. Dette er grunden til, at PPS, LCP og PA-kvaliteter med lav molekylvægt kræver snævrere skillefladetolerancer end ABS eller PP.
Melt Flow Index (MFI) som en flashrisikoindikator:
| MFI-område (g/10 min) | Flash-risikokategori | Maks. tilladt PS-gap |
|---|---|---|
| < 5 | Lav | 0,020 mm |
| 5-20 | Moderat | 0,015 mm |
| 20-50 | Høj | 0,010 mm |
| > 50 (f.eks. LCP, tyndvægget PP) | Meget høj | 0,005–0,008 mm |
Materiale lot variation: MFI kan variere ±15–25 % mellem partier inden for samme klasse. En form, der kører ved flash-tærsklen med et parti, kan blinke med det næste. Kontroller altid indgående MFI mod skimmelkvalifikationsdata.
2,5 Skimmeltemperatur for høj
Forhøjet formtemperatur reducerer viskositeten af smeltelaget i kontakt med skillefladen, hvilket forlænger det tidsvindue, hvor materialet er flydende nok til at trænge ind i huller. Dette er især vigtigt for:
- Krystallinske materialer med skarpe smeltepunkter (POM, PPS, PA)
- Materialer løber tæt på den øvre grænse for deres anbefalede formtemperaturområde
- Hot runner-forme, hvor manifold-varmeblødsætning kan hæve formpladetemperaturen lokalt
Tommelfingerregel: Hver 10°C stigning i formtemperaturen over det anbefalede minimum øger flashfølsomheden med cirka én viskositetsgrad — svarende til en stigning på 20 % i MFI.
2.6 Formdesign mangler
Geometriske funktioner i formdesignet, der skaber iboende flashrisiko:
Ikke-understøttede skilleflader: Store flade skilleflader uden støttesøjler afbøjes under hulrumstryk. En 400 × 400 mm ikke-understøttet formplade i P20-stål afbøjer 0,03-0,08 mm ved 80 MPa - tilstrækkeligt til at producere flash på omkredsen.
Regel for støttesøjledesign: Maksimal uunderstøttet spændvidde mellem støttestolper = 150 mm for mellemstærke forme. Tilføj søjler med 120–130 mm centrer til højtryksmaterialer (PC, PPS).
Utilstrækkelig landbredde ved skillelinjen: "Landet" - det smalle flade bånd umiddelbart ved siden af hulrummet på skillefladen - skal være bredt nok til at modstå trykinduceret deformation. Anbefalet minimum landbredde:
| Materialeeee | Minimum landbredde |
|---|---|
| PP, PE, ABS | 3-5 mm |
| PA, POM, PC | 5-8 mm |
| PPS, LCP | 8-12 mm |
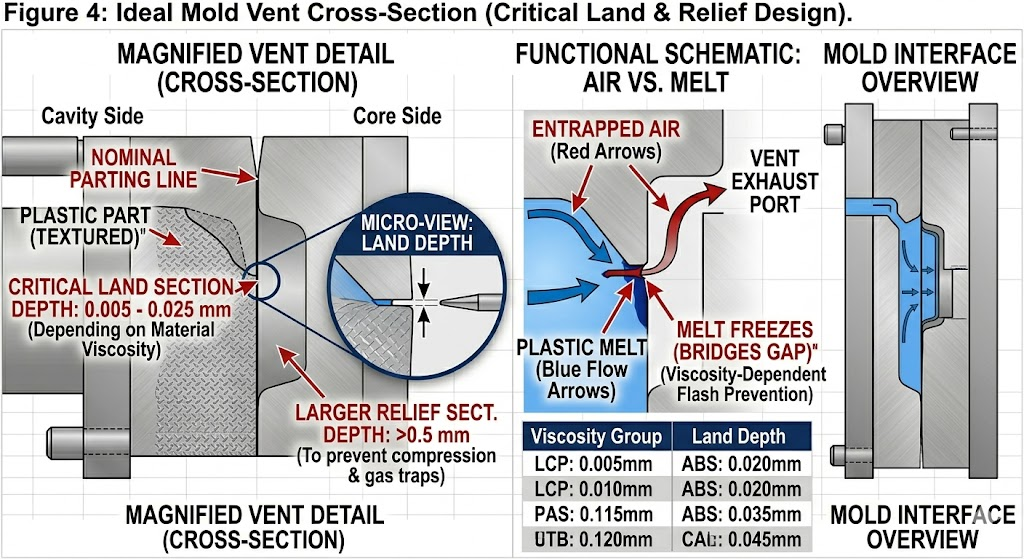
Udluftningsdybde for dyb: Ventilationsåbninger er tilsigtede huller - hvis de er overdimensionerede, bliver de flashgeneratorer. Standard retningslinjer for udluftningsdybde:
| Materialeeee | Udluftningsdybde (landssektion) | Udluftningsdybde (aflastningssektion) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5-0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5-0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3-0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3-0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2-0,3 mm |
2.7 Slidte eller forkert justerede bevægelige komponenter
Sidehandlinger, løftere, kernetræk og ejektorstifter skaber dynamiske grænseflader, der bevæger sig hver cyklus. Disse grænseflader slides gradvist og er den mest almindelige kilde til flash i højvolumenproduktion, der tidligere var flashfri.
Ejector pin flash: Afstand mellem stiftdiameter og huldiameter skal holdes inden for snævre grænser. Standardafstand efter materiale:
| Materialeeee | Ejektorstiftsafstand (pr. side) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Afstande over disse grænser producerer synlige stiftglimt. Under dem binder stifter og knækker. Dette er et slitagehåndteringsproblem - stiftafstande bør verificeres for hver 100.000-200.000 skud på højvolumenværktøjer.
Slide og lifter interface blinker: Slid på slidpladerne (gibs), der styrer sidehandlinger, gør det muligt for glidefladen at flytte sig 0,01-0,05 mm fra dens siddeflade - tilstrækkeligt til flash. Gib-slidplader bør være udskiftelige komponenter på enhver produktionsform med inspektionsintervaller defineret i formvedligeholdelsesplanen.
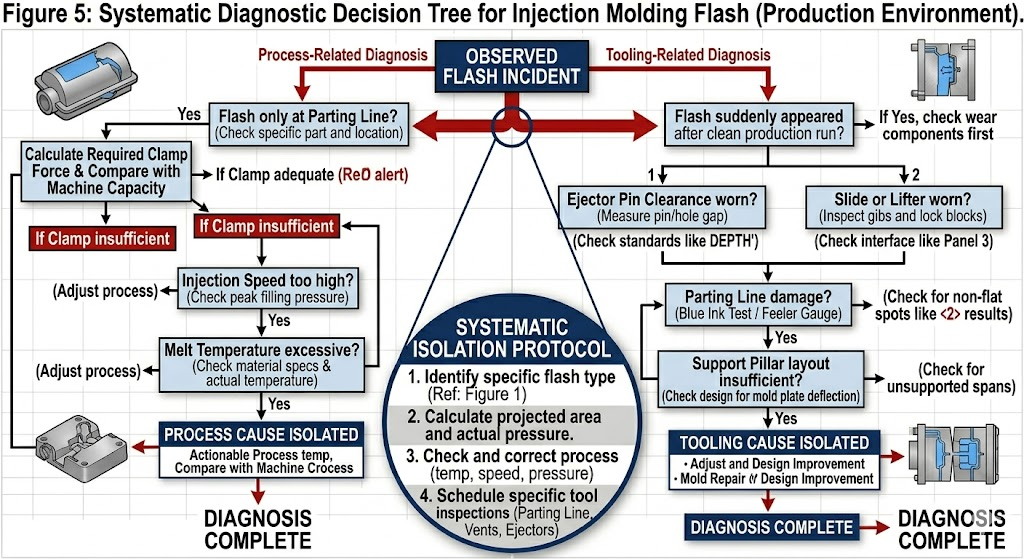
3. Flash diagnostisk beslutningstræ
Brug denne sekvens til at identificere grundårsagen uden unødvendig adskillelse af skimmelsvamp:
BLITZ OBSERVERET│├── Blink kun ved skillelinjen?│ ├── JA → Kontroller først beregningen af klemmekraften│ │ → Inspicer derefter PS planhed (blå blæk test)│ │ → Reducer derefter indsprøjtningshastigheden/pakketrykket│ └── NEJ → Fortsæt nedenfor│├── Kun blink ved ejektorstifter?│ └── JA → Mål pin-til-hul afstand│ → Kontroller stiftlængden (lange stifter = højere kontakttryk)│ → Kontroller, at ejektorpladens returretur sidder helt fast, før klemmen lukker│├── Blink ved slide/lifter interface?│ └── JA → Inspicer slidplader på kransene (følermåler)│ → Kontroller glidesædekraft / låsevinkel│ → Bekræft hælblokkontakt│├── Blink ved ventilationsåbninger?│ └── JA → Mål udluftningsdybde (mål: genskåret til spec)│ → Kontroller for udluftningserosion (slibende glasfyldt materiale)│├── Dukkede blitz pludselig op efter X billeder af ren produktion?│ └── JA → Slidrelateret årsag (gib, skilleflade, ejektorstifter)│ → Planlæg forminspektion / forebyggende vedligeholdelse│└── Blinkgave fra første skud af ny skimmelsvamp? └── JA → Design- eller byggekvalitetsproblem → Bekræft beregningen af klemkraften → Bekræft slibningskvaliteten på skillefladen → Kontroller støttesøjlens layout → Bekræft udluftningsdybder i forhold til spec
4. Forebyggelsesstandarder efter skimmelbygningsfase
Den mest omkostningseffektive flashforebyggelse sker, før formen løber sit første skud.
4.1 Designfase
- Kør simulering af moldflow-hulrumstryk — bekræft at spidshulrumstryk × det projekterede areal ikke overstiger 80 % af den planlagte presseklemmekapacitet
- Design støttesøjler ved ≤150 mm centrer for alle hulrumstryk >60 MPa
- Angiv minimum landbredde pr. materialekategori (afsnit 2.6)
- Design udluftningsdybde i henhold til materialespecifikation — stol ikke på standardbearbejdningstilladelser
- Angiv udkasterstiftens frigang i formtegningen - den skal fremgå af toleranceblokken, ikke overlades til maskinmesterens bedømmelse
4.2 Formbygningsfase
- Kontroller, at skillefladen er flad på overfladesliberen før den endelige montering - dokumentmåling
- Blå blæktest efter fuld samling — 100 % kontaktflade med skilleflade påkrævet før første forsøg
- Mål og registrer alle udstøderstiftsafstande - minimum 5 prøvestifter pr. form, komplet sæt til kritiske forme
- Bekræft glidesædet under pressespændingsbelastning før første injektion - brug ler eller Fuji Prescale film
4.3 Første artikel Prøvefase
- Start ved 50 % indsprøjtningshastighed og 60 % pakningstryk - øg trinvist
- Optag procesvinduets øvre grænse (flash onset) - dette er en kritisk parameter for formkvalificering
- Dokumentprocesvinduets bredde: forskellen mellem kortskudsstart og lynstart skal være ≥15 % af injektionstrykket for en robust form
4.4 Produktionsfase
- Definer forebyggende vedligeholdelsesintervaller for: inspektion af skillefladen (for hver 200.000 skud), måling af slidplader (for hver 150.000 skud), kontrol af udkasterstiftens frigang (hver 100.000 skud for højvolumenværktøjer)
- Spor blitzhændelser efter placering i SPC-systemet - progressivt blink på ét sted signalerer slitage, før det bliver en kvalitetsflugt
- Vedligeholde materiale MFI-indgående inspektionsregistre — korreler flash-hændelser med MFI-data
5. Prioritetsmatrix for korrigerende handlinger
Når der observeres flash i produktionen, skal du bruge denne matrix til at prioritere korrigerende handlinger efter omkostninger og effektivitet:
| Handling | Omkostninger | Tid til implementering | Effektivitet | Prioritet |
|---|---|---|---|---|
| Reducer injektionshastigheden / pakningstrykket | Nul | Øjeblikkelig | Høj (if process-caused) | 1 |
| Bekræft, at klemmekraften er tilstrækkelig – flyt til større tryk | Lav | Samme skift | Definitivt for klemmeforårsaget blitz | 2 |
| Blå blæktest — identificer PS-kontaktgab | Lav | 2-4 timer | Diagnostisk, ikke korrigerende | 3 |
| Lasersvejsning af PS lavpunkter | Medium | 1-3 dage | Permanent for slid-forårsaget flash | 4 |
| Udskift slidte slidplader | Lav–Medium | 4-8 timer | Permanent til slide flash | 5 |
| Udskift ejektorstifter (overdimensioneret spillerum) | Lav | 4-8 timer | Permanent til pin flash | 6 |
| Genslib skillefladen | Medium | 3-7 dage | Permanent til udbredt PS-brug | 7 |
| Tilføj støttesøjler (designmangel) | Høj | 2-4 uger | Permanent til afbøjningsforårsaget blitz | 8 |
| Øg stålets hårdhed (genindsæt i hårdere stål) | Høj | 3-6 uger | Langtidsforebyggelse af slid | 9 |
6. Særlige tilfælde: Materialer med høj blitzrisiko
PPS og LCP
Begge materialer har smelteviskositeter 3-5× lavere end ABS ved forarbejdningstemperaturer. De vil finde og udnytte ethvert hul, som standardmaterialer bygger bro over. Forme, der kører PPS eller LCP, skal bygges til snævrere tolerancer fra starten - eftermontering af en standardtoleranceform til at køre PPS er sjældent omkostningseffektivt.
Obligatoriske krav:
- S136 eller 420SS hulrumsstål (korrosion og hårdhed)
- Skillefladeplanhed ≤0,005 mm
- Ejektorstiftsafstand ≤0,006 mm pr. side
- Udluftningsdybde ≤0,008 mm landdel
- Støttestolper med 120 mm maksimale centre
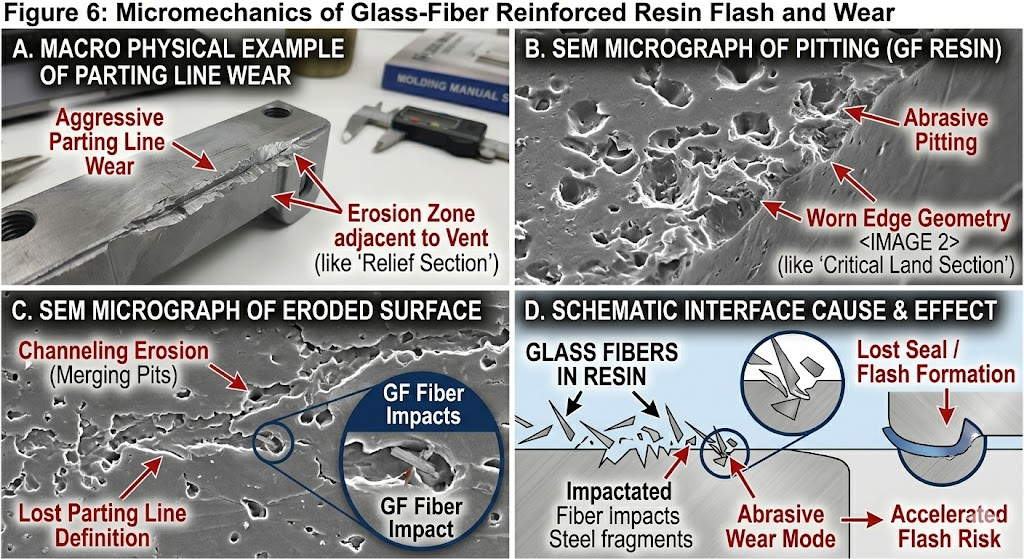
Glasfyldte kvaliteter (GF30 og derover)
Glasfibre er slibende. Skilleflader, ventilationsåbninger og udkasterstifthuller slides alle hurtigere i GF-fyldt produktion end ufyldte kvaliteter. Vedligeholdelsesintervaller bør reduceres med 30-40 % i forhold til ufyldte materialeplaner. Hærdede stålindsatser (≥50 HRC) på steder med meget slid (portområder, skillelinje ved siden af porten) anbefales kraftigt.
Tyndvægsdele (<1,0 mm væg)
Tyndvæggede dele kræver høje indsprøjtningshastigheder og tryk - skubber hulrumstrykket til den øvre grænse for presseklemmekapaciteten. Procesvinduet mellem kort skud og flash er meget snævert (nogle gange <5 % af injektionstrykket). Disse forme kræver:
- Præcisionsskilleflade (≤0,005 mm planhed)
- Større tryk end spændeberegningen alene antyder (tilføj 30 % margin)
- Kavitetstryksensorer i realtid — lukket kredsløbstrykkontrol for at forhindre flash
7. Omkostninger ved flash: hvorfor eliminering betaler sig
Flash er sjældent beregnet nøjagtigt i kvalitetssystemer. Den sande pris inkluderer:
| Omkostninger Element | Typisk rækkevidde pr. del | Noter |
|---|---|---|
| Trimning af arbejdskraft | $0,05-$0,40 | Afhænger af flashplacering og tilgængelighed |
| Værktøjsslid fra blitz (accelereret PS-skade) | $0,01-$0,05 amortiseret | Flash slider PS'en og skaber en forværret cyklus |
| Øget skrothastighed (blink forårsager delafvisning) | 1-5 % af produktionsværdien | Højer for tight-tolerance parts |
| Samlebåndstop (blink forårsager pasformsproblemer) | Variabel | Kan udløse kundetilbageførsler |
| Kundereturnering / feltfejl | Høj | Specielt til tætning af overflader |
| Nedetid for reparation af skimmelsvampe | $500-$5.000 pr. hændelse | Plus mistet produktionsmulighed |
For en del i mellemvolumen til 500.000 dele/år med en trimningsomkostning på 0,20 USD/del og 2 % flashrelateret skrot, overstiger de årlige omkostninger ved uafklaret flash $150.000 — langt mere end omkostningerne ved korrekt reparation af skilleflader eller et program til vedligeholdelse af formen.
8. Konklusion
Flash er et symptom, ikke en grundlæggende årsag. For at løse det permanent kræver det at identificere, hvilken af de syv hovedårsagskategorier - klemkraft, skillefladetilstand, procesparametre, materialeviskositet, formtemperatur, designmangel eller komponentslid - der er den faktiske driver. Alene procesjusteringer undertrykker flash midlertidigt; værktøj og designkorrektioner eliminerer det permanent.
Den mest omkostningseffektive strategi er forebyggelse: design af skilleflader, støttestrukturer og udluftningsgeometrier til den korrekte specifikation for det specifikke materiale, der køres, og implementering af et struktureret forebyggende vedligeholdelsesprogram, der fanger slid, før det bliver en kvalitetsflugt.
Relaterede artikler:
- Forståelse af, hvad et kort skud er i sprøjtestøbning: årsager, løsninger og forebyggelse
- Krympe- og vridningskontrol i sprøjtestøbning: Engineering Guide for OEM'er
- Omarbejdning af sprøjtestøbeform: Kan du konvertere et værktøj med 2 hulrum til 4 hulrum?
- Den ultimative guide til reparation af sprøjtestøbeform: Lasersvejsning og overfladebehandlingsteknikker
- Valgvejledning til højpræcisionssprøjtestøbestål
IMTEC Form | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Kina | [email protected] | 86 153 5648 7586

