
Introduktion til overmoldning og bindingsudfellerdringer
Overmolding er en transfellermativ fremstillingsproces, hvor et materiale, typisk en blød termoplastisk elastomer (TPE) eller gummi, støbes direkte over eller omkring et sekund, stift materiale (underlaget). Denne teknik er utroligt alsidig, hvilket giver mulighed for oprettelse af komponenter med flere materielle egenskaber i en enkelt del. Tænk på et behageligt, skridsikkert greb om et værktøj, en vogtæt tætning på en elektronisk enhed eller æstetisk tiltalende multi-farvede design på forbrugerprodukter.
Fordelene ved overformning er adskillige: forbedret ergonomi, forbedret æstetik, støj og vibrationsdæmpning, elektrisk isolering og forenklet samling ved at eliminere behovet for klæbemidler eller fastgørelsesmidler. Succesen med at overstige hængsler på en kritisk faktor: Opnå en stærk, permanent obligation mellem de to forskellige materialer.

Uden en robust obligation kan overformede dele lide af almindelige og frustrerende problemer som Materiel adskillelse, skrælning, bobling eller delaminering . Forestil dig et soft-touch-håndtag, der løsner sig fra sin stive kerne, eller en forseglet elektronisk indkapsling, der mislykkes på grund af fugtindtrængning. Disse fiaskoer kompromitterer ikke kun produktfunktionalitet og holdbarhed, men kan også føre til dyre garanti -krav, tilbagekaldelse af produkt og betydelig skade på et brogs omdømme.
Forståelse af videnskaben om materialebinding i overmoldning
At opnå en permanent bånd i overmoldning er ikke magi; Det er en videnskab, der er forankret i, hvordan materialer interagerer på et mikroskopisk niveau. For virkelig at mestre overformning er vi nødt til at forstå de grundlæggende principper for adhæsion og samhørighed , og hvordan de anvender på grænsefladen mellem dit substrat og overmålte materiale.
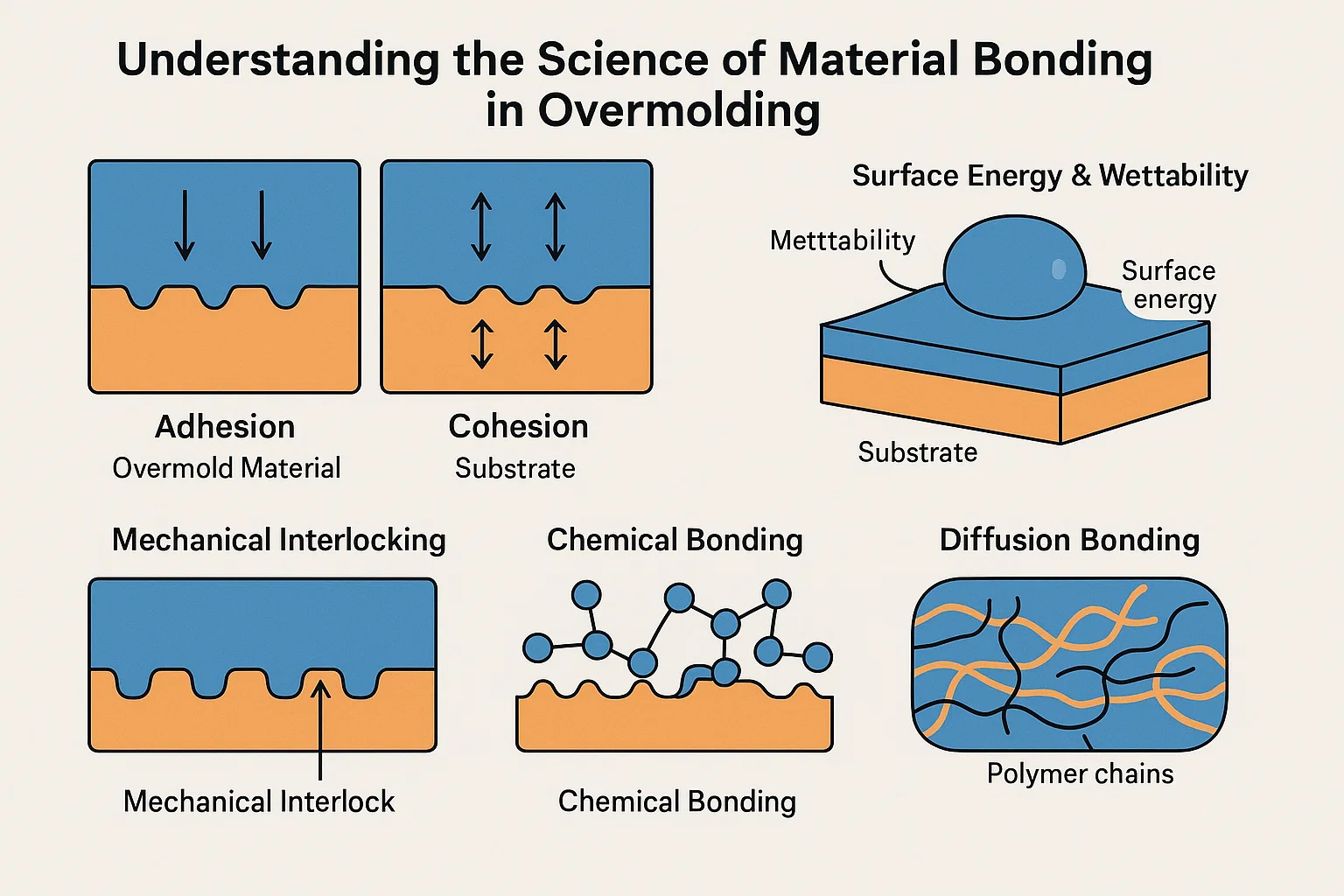
Adhæsion henviser til de attraktive kræfter mellem to forskelligartet overflader. Tænk på det som klistret tape; Båndet klæber til væggen. Ved overmåling er dette bindingen mellem underlaget (det første materiale) og det overmoldede materiale (det oget materiale). Stærk vedhæftning betyder, at de to materialer ikke let trækker fra hinogen på deres kontaktoverflade.
Samhørighed på den ogen side henviser til den interne styrke af en enkelt materiale. Hvis dine klæbrige bånd tårer, er det en sammenhængende fiasko inden for selve båndet, ikke en klæbende fiasko fra væggen. Ved overmoldning har begge materialer brug for god sammenhængende styrke for at forhindre rivning eller brud internt. En stærk overmold -binding kræver både fremragende vedhæftning ved grænsefladen og tilstrækkelig samhørighed inden for hvert materiale.
Centralt for vedhæftning er overfladeenergi and befugtbarhed :
-
Overfladeenergi: Hvert materiale har en vis mængde energi på sin overflade. For effektiv binding skal det overmoldede materiale (i sin smeltede tilstand) generelt have en Lavere overfladeenergi end det underlag, det flyder over. Dette gør det muligt for den smeltede plast at sprede sig og "våde" underlagets overflade grundigt.
-
Bettelighed: Dette er en væske (det smeltede overmoldede materiale) til at sprede sig over en fast overflade (underlaget). God befugtbarhed sikrer, at den smeltede plast kan kontakte underlaget intimt og maksimere potentialet for binding. Forestil dig, at vandperler op på en vokset bil kontra spredning ud på rent glas; Sidstnævnte viser bedre befugtbarhed.
Når disse betingelser er opfyldt, kommer forskellige bindingsmekanismer i spil for at skabe den stærke, permanente forbindelse:
-
Mekanisk sammenkobling: Dette er som et mikroskopisk puslespil. Det smeltede overmoldede materiale strømmer ind i små uregelmæssigheder, porer eller bevidst designede funktioner (som underskårne eller huller) på substratets overflade. Når det afkøles og størkner, låses det fysisk sammen med disse funktioner, hvilket skaber et mekanisk anker, der modstår adskillelse. Dette er ofte den primære bindingsmekanisme, især når kemisk kompatibilitet er begrænset.
-
Kemisk binding: Dette er den stærkeste form for vedhæftning, der involverer dannelsen af primære kemiske bindinger (som kovalente eller ioniske bindinger) eller Sekundære kræfter (Ligesom van der Waals -kræfter, brintbindinger) mellem molekylerne af de to materialer ved deres grænseflade. Dette forekommer typisk, når materialer har lignende kemiske strukturer, eller når specifikke reaktive grupper kan interagere. For eksempel er visse kvaliteter af TPE konstrueret til kemisk at binde med specifik ingeniørplast.
-
Diffusionsbinding: I nogle tilfælde, især med materialer, der er kemisk meget ens og forarbejdet ved høje temperaturer, kan polymerkæderne fra det overmoldede materiale faktisk diffus og sammenfiltrer med polymerkæderne på underlaget. Dette skaber et ægte interpenetrerende netværk, der effektivt slører linjen mellem de to materialer og danner en utrolig stærk, næsten uadskillelig binding. Dette ses ofte ved to-shot-støbning, hvor begge materialer er plast med lignende smelteegenskaber.
Nøglefaktorer, der påvirker obligationsstyrken
At opnå en overlegen bånd i overformning handler ikke kun om at forstå videnskaben; Det handler om omhyggeligt at kontrollere flere praktiske faktorer i hele design- og fremstillingsprocessen. At forsømme nogen af disse kan markant kompromittere den endelige obligationsstyrke.
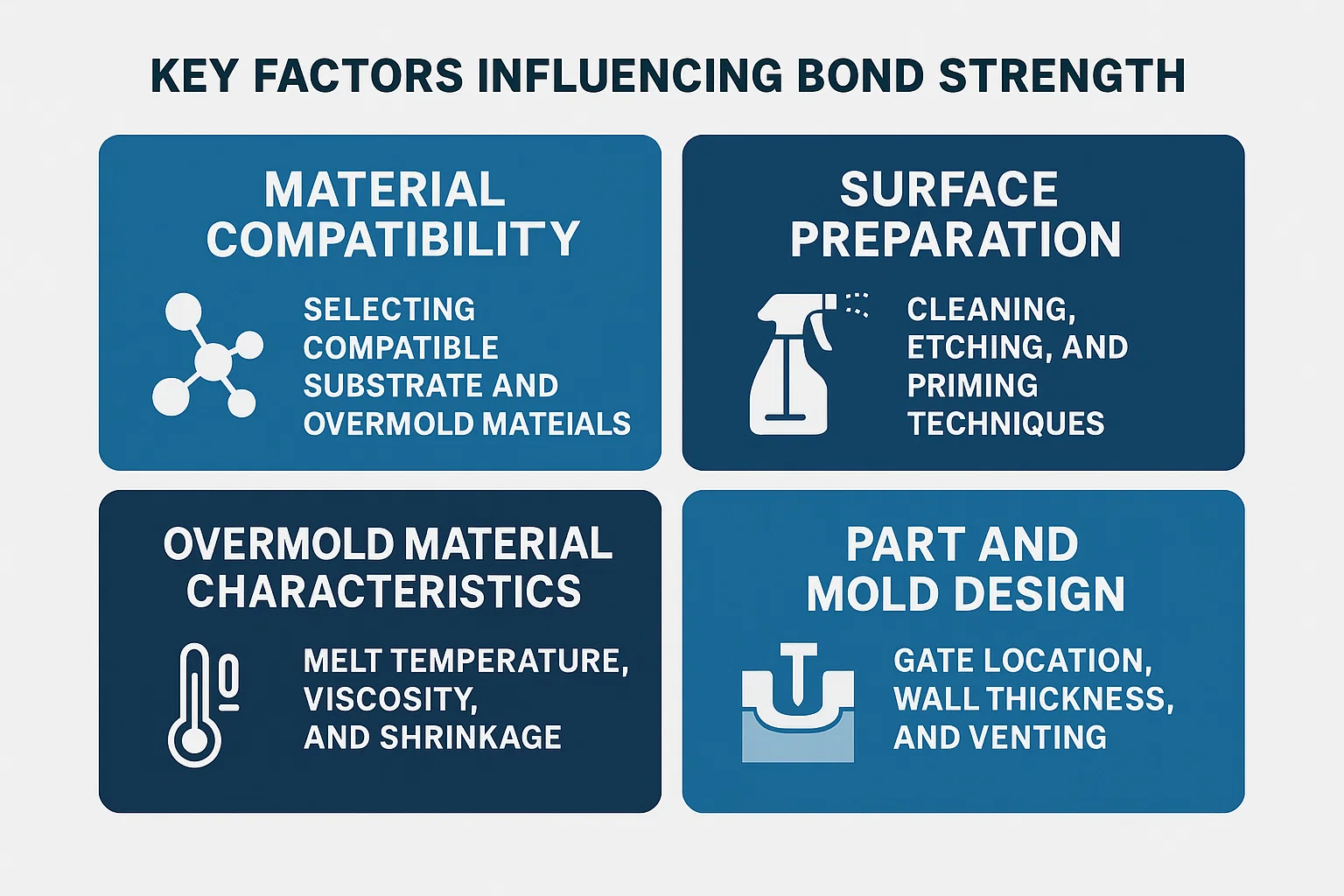
1. Materielkompatibilitet: Valg af kompatibelt substrat og overmoldmaterialer
Dette er ofte det mest kritiske udgangspunkt. Valget af materialer dikterer potentialet for Kemisk binding and Diffusion .
-
Kemisk affinitet: Nogle materielle parerer naturligt "som" hinanden. For eksempel bestemt TPE'er (termoplastiske elastomerer) er specifikt formuleret til at binde godt med almindelig stiv plast som PC (polycarbonat) , ABS (Acrylonitril Butadiene Styrene) , PC/ABS -blandinger , og endda Nylon . Omvendt, binding af TPE til materialer som PP (polypropylen) or PE (polyethylen) Kan være udfordrende uden specielle formuleringer eller overfladebehandlinger på grund af deres lave overfladeenergi.
-
Smeltetemperaturlighed: Ideelt set skal det overmoldede materiale have en behandlingstemperatur, der gør det muligt for det at flyde og binde effektivt uden at deforme eller nedbryde underlaget. Hvis det overmoldmateriale kræver en meget højere temperatur end underlagets varmafbøjningstemperatur, kan det føre til fordrejning eller smeltning af det første skud.
-
Krympehastigheder: Materialer krymper, mens de afkøles. Hvis overmold- og substratmaterialerne har markant forskellige Krympehastigheder , interne spændinger kan opbygge, hvilket fører til delaminering eller revner over tid, især ved kanter eller hjørner. Ingeniører vælger omhyggeligt par med lignende eller komplementær krympningsadfærd.
2. Overfladeforberedelse: Rengøring, ætsning og primingteknikker
Selv med kompatible materialer kan en forurenet eller dårligt fremstillet substratoverflade alvorligt svække bindingen.
-
Rensning: Substratoverfladen skal være omhyggeligt Rengør og fri for skimmeludgivelsesmidler, olier, støv eller andre forurenende stoffer . Disse fungerer som barrierer og forhindrer intim kontakt og binding. Afhængig af underlaget kan rengøringsmetoder variere fra enkel vask til ultralydsrensning eller opløsningsmiddelafkastning.
-
Mekanisk ætsning/teksturering: Oprettelse af en mikroskopisk ru overflade på underlaget kan forbedre signifikant Mekanisk sammenkobling . Dette kan opnås ved hjælp af teknikker som sandblæsning, laseretsning eller endda ved at designe tekstur direkte i det første skudform. Det øgede overfladeareal giver også flere punkter for potentiel kemisk interaktion.
-
Kemisk priming/adhæsionspromotorer: Til udfordrende materialekombinationer, Primere eller adhæsionspromotorer kan påføres på substratoverfladen. Disse kemikalier fungerer som en bro og danner en binding med både underlaget og det overmoldmateriale. Dette er almindeligt i gummi-til-plastisk eller metal-til-plastisk overmoldning.
-
Plasmabehandling / Corona -behandling: Disse avancerede overfladebehandlinger bruger elektrisk udladning til at ændre underlagets overfladeenergi, hvilket gør det mere modtageligt for binding. De kan øge befugtbarheden og skabe reaktive steder til kemisk binding.
3. overmold materialegenskaber: Meltetemperatur, viskositet og krympning
Egenskaberne for det overmoldede materiale selv spiller en kritisk rolle under injektionsprocessen.
-
Smeltetemperatur: Den temperatur, hvormed det overmoldede materiale behandles, skal kontrolleres nøjagtigt. Det skal være varmt nok til at opnå korrekt strømning og befugtning af underlaget, men ikke så varmt, at det forringer materialet eller det underliggende underlag.
-
Viskositet: De Viskositet (flowresistens) Af det smeltede overmoldede materiale påvirker dets evne til at fylde komplekse formfunktioner og kontakte intimt substratoverfladen. Et materiale, der er for tyktflydende, kan muligvis ikke udfylde fine detaljer til mekanisk sammenkobling, mens et, der er for flydende, kunne blinke.
-
Krympning: Som nævnt skal overmoldmaterialets krympning styres i forhold til underlaget for at forhindre intern stress og bindingsfejl.
4. Del- og skimmelsesdesign: portplacering, vægtykkelse og udluftning
Smart design fra starten kan forhindre mange limningsproblemer.
-
Gate placering: De port (hvor den smeltede plast kommer ind i formen) skal placeres strategisk for at sikre jævn og fuldstændig påfyldning af det overmålte hulrum. Dårlig portplacering kan føre til ufuldstændig påfyldning, svejselinjer eller områder med utilstrækkeligt pres, som alle kompromitterer obligationsstyrken.
-
Vægtykkelse: Vedligeholdelse Konsekvent vægtykkelse I det overmoldmateriale hjælper med at sikre ensartet afkøling og krympning, hvilket minimerer intern stress. Brat ændringer i vægtykkelse kan føre til differentiel afkøling, fordrejning og svækkede bindinger.
-
Udluftning: Når det smeltede materiale fylder formen, forskydes luft. Hvis denne luft ikke kan flygte gennem ordentlig udluftning , det kan blive fanget, hvilket fører til korte skud, forbrændingsmærker eller områder, hvor det overmoldede materiale ikke fuldt ud kontakter underlaget, hvilket skaber svage pletter.
-
Undergrav, riller og huller: Som diskuteret i mekanisk sammenlåsning er det afgørende for at skabe fysiske ankre for det overmoldede materiale at inkorporere disse funktioner i substratdesignet. Disse funktioner skal være designet med passende trækvinkler for at muliggøre let at afholdes uden at beskadige den overmålte del.
Teknikker til forbedring af mekanisk sammenlåsning
Mens kemisk kompatibilitet og optimeret behandling er vigtig, er det vigtige, Mekanisk sammenkobling står som en robust og ofte uundværlig metode for at sikre en stærk, fysisk bånd i overmåling. Det skaber et bogstaveligt "greb" mellem de to materialer, hvilket forhindrer adskillelse, selv når kemisk vedhæftning er begrænset. Dette er især afgørende, når man overstiller materialer med dårlig kemisk affinitet, såsom binding af en blød TPE til en lav overfladeenergiplast som polypropylen (PP).
Her er nøglesignteknikker til maksimering af mekanisk sammenkobling:
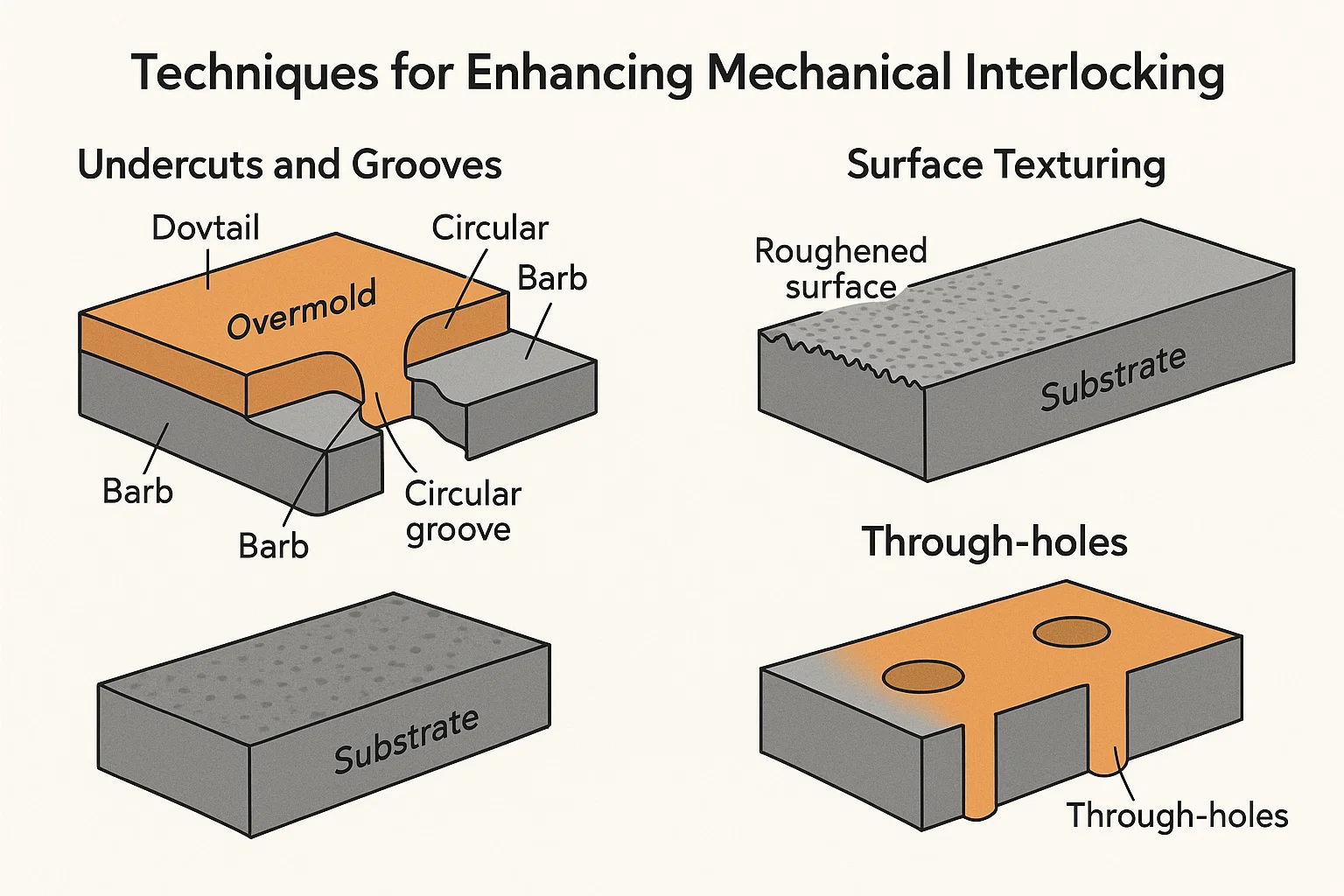
1. Undergravning og riller: Designe funktioner til mekanisk tilbageholdelse
Tænk på underskæringer og riller som mikroskopiske kroge eller ankre i underlaget. Når det smeltede overmoldede materiale strømmer ind i disse funktioner og afkøles, størkner det omkring dem, hvilket skaber en fysisk lås.
-
Undergrav: Dette er funktioner, der skaber et "overhæng" eller en form, der er større under overfladen end ved åbningen. Når det overmoldede materiale afkøles og krymper, trækker det tæt ind i disse underskæringer. Eksempler inkluderer:
-
Dovetail -riller: V-formede kanaler, hvor basen er bredere end åbningen.
-
Cirkulære riller: Ringe eller kanaler, som det overmoldede materiale kan strømme ind i og gribe.
-
Modhager eller ribben: Små, fremspringende funktioner på det underlag, som det overmoldmateriale indkapsler.
-
-
Riller: Enkle kanaler eller udsparinger på substratoverfladen tillader det overmoldede materiale at udfylde og størkne, hvilket skaber en mekanisk nøgle. Disse kan være lige, buet eller følge konturen af delen.
Design Tip: Når du designer underskæringer, skal du altid overveje Udkast til vinkler For nem demolding uden at beskadige den overmålte del eller selve formen. Det overmoldede materiale skal være fleksibelt nok til at deformeres lidt under udstødning, hvis underskæringen ikke er en del af en lysbillede eller løftermekanisme i formen.
2. Overfladeteksturering: Oprettelse af en ru overflade til øget vedhæftning
En glat overflade giver minimale punkter for mekanisk kontakt. Ved at skabe en ru eller tekstureret overflade på underlaget, øger du dramatisk det overfladeareal, der er tilgængeligt for det overmoldede materiale, der skal strømme ind og greb.
-
As-formet struktur: Den enkleste metode er at designe en struktur direkte i formen for underlagsdelen. Dette kan være en fin stippel, en mat finish eller endda et subtilt slibemønster.
-
Slibende sprængning: Når substratdelen er støbt, kan det være sandblæst eller grusblæst. Dette groves fysisk overfladen og skaber mikroskopiske toppe og dale, som det overmoldede materiale kan strømme rundt og låse rundt med. Dette hjælper også med at fjerne eventuelle overfladeforurenende stoffer.
-
Laser ætsning: Præcisionslaseretsning kan skabe komplicerede og stærkt kontrollerede strukturer eller mønstre på substratoverfladen og optimere det mekaniske binding for specifikke områder.
-
Kemisk ætsning: Visse kemikalier kan selektivt ætses overfladen af plast, hvilket skaber en mikroskopisk grovere topografi, der forbedrer mekanisk vedhæftning.
Fordel: Forøget overfladeareal forbedrer ikke kun mekanisk sammenlåsning, men kan også indirekte hjælpe kemisk binding ved at afsløre flere reaktive steder.
3. gennemhuller: Brug af huller til materialestrøm og sammenlåsning
Inkorporering af strategisk placeret gennemhuller I substratet tillader det overmålte materiale at strømme fuldstændigt igennem og danne en solid "nitte" eller "post" på den anden side. Dette skaber en meget stærk, tosidet mekanisk lås.
-
Materielle nitter: Når det overmoldede materiale strømmer gennem et hul, skaber det et materiale "nitte", der fast forankrer overmålet til underlaget.
-
Lastfordeling: Flere gennemhuller kan fordele stress mere jævnt over den bundne grænseflade og forbedre den samlede holdbarhed af den overmålte del.
-
Ventilation (indirekte fordel): I nogle tilfælde kan gennemhuller også hjælpe med at udluftes fanget luft under overmoldningsprocessen, hvilket sikrer fuldstændig fyldning og kontakt.
Betragtning: Størrelsen og placeringen af gennemhuller er afgørende. De skal være store nok til at give mulighed for god materialestrøm, men ikke så store, at de går på kompromis med den strukturelle integritet af underlaget.
Udnyttelse af kemisk binding til overlegen vedhæftning
Mens mekanisk sammenkobling giver et stærkt fysisk anker, Kemisk binding Tilbyder det højeste niveau af vedhæftning, hvilket skaber en næsten uadskillelig grænseflade mellem underlaget og det overmoldede materiale. Denne metode er afhængig af den faktiske molekylære interaktion mellem de to polymerer, hvilket fører til en binding, der ofte er stærkere end den sammenhængende styrke af begge materialer.
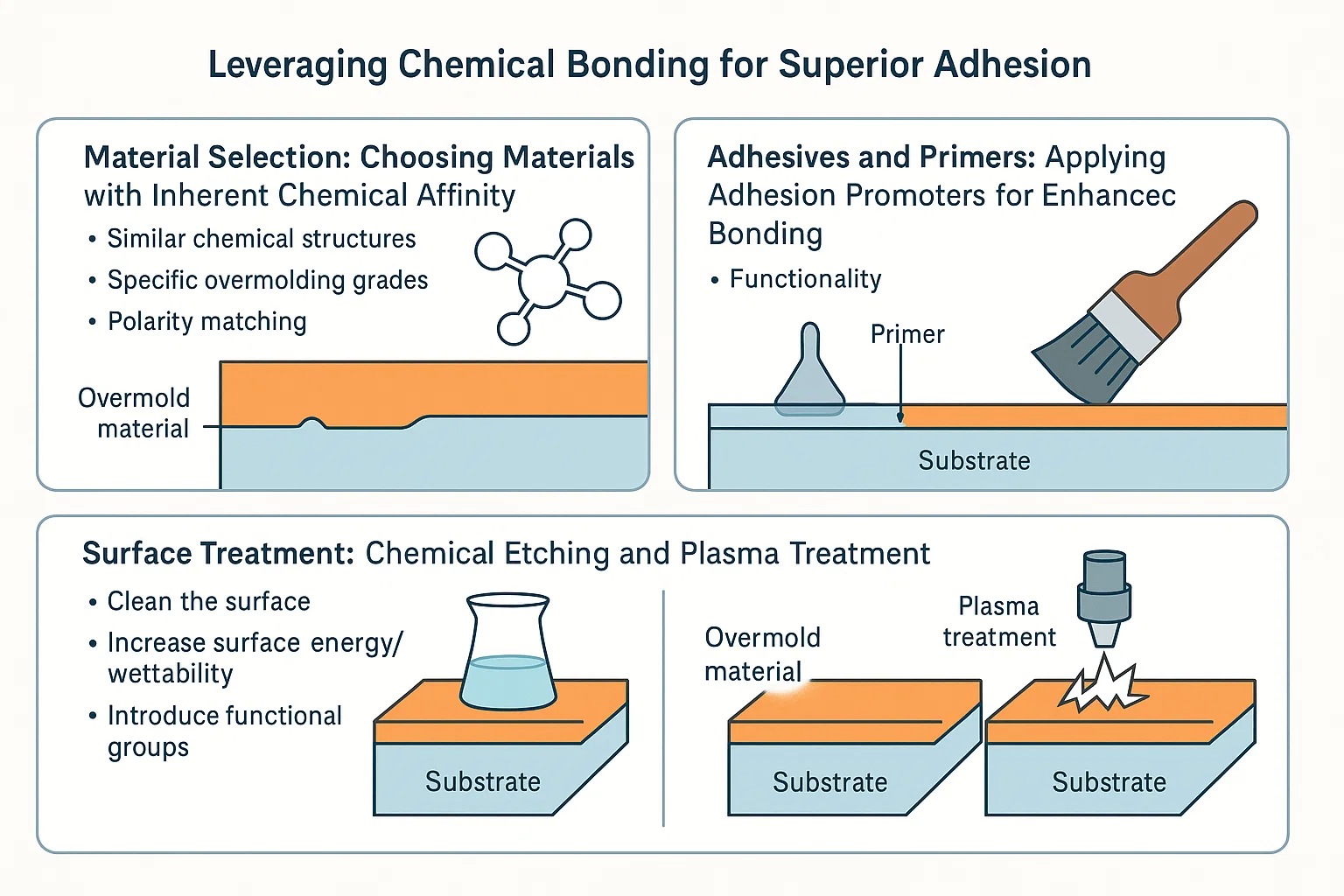
1. Valg af materiale: Valg af materialer med iboende kemisk affinitet
Grundlaget for kemisk binding ligger i valg af materialer, der i sig selv er kompatible på et molekylært niveau. Det er her ekspertise inden for polymerkemi bliver afgørende.
-
Lignende kemiske strukturer: Polymerer med lignende kemiske rygrad eller funktionelle grupper har en tendens til at binde lettere. For eksempel bestemt Termoplastiske polyurethaner (TPU'er) er kendt for at danne stærke kemiske bindinger med Polycarbonates (PC) and Acrylonitril Butadiene Styrene (ABS) På grund af delte polære egenskaber og potentiale for hydrogenbinding eller andre molekylære attraktioner.
-
Specifikke overmåling af kvaliteter: Mange materielle leverandører tilbyder specialiserede Overmolding af karakterer af TPE'er eller andre polymerer. Disse kvaliteter er konstrueret til at indeholde tilsætningsstoffer eller unikke polymerkædestrukturer, der fremmer kemisk reaktivitet og vedhæftning med specifikke stive underlag (f.eks. TPE'er designet til at binde med nylon, PE eller PP, som typisk er udfordrende).
-
Polaritetsmatching: Materialer med lignende polaritet har en tendens til at interagere bedre. Polære materialer (som pc, ABS, nylon) er mere tilbøjelige til at binde med andre polære materialer, mens ikke-polære materialer (som PP, PE) kræver specifikke tilsætningsstoffer eller overfladebehandlinger for at opnå god vedhæftning med polære overmoldmaterialer.
At arbejde tæt sammen med materialeleverandører for at vælge det optimale harpikspar til din specifikke applikation er ofte den mest ligetil sti til at opnå kemisk binding.
2. klæbemidler og primere: Anvendelse af adhæsionspromotorer til forbedret binding
Når den iboende kemisk affinitet mellem materialer er begrænset, eller der er behov for et ekstra lag af sikkerhed, er det nødvendigt Klæbemidler eller primere (adhæsionspromotorer) kan bruges. Disse stoffer fungerer som en bro og skaber en binding med både underlaget og det overmoldede materiale.
-
Primere/slipslag: Disse er typisk tynde belægninger, der påføres underlaget før overmålingsprocessen. De indeholder kemiske grupper, der kan reagere med både substratoverfladen og det smeltede overmoldede materiale, der danner en molekylær bro.
-
Reaktive klæbemidler: I nogle specialiserede applikationer kan et tyndt lag af et reaktivt klæbemiddel anvendes. Dette tilføjer imidlertid et sekundært processtrin og er mindre almindeligt i højvolumen-injektionsovermåling, hvor målet ofte er at eliminere sådanne trin.
-
Funktionalitet: Primere er især nyttige til binding af forskellige materialer, såsom silikongummi til plastik or metal til plast , hvor direkte kemisk binding gennem konventionel overmåling er udfordrende.
Applikationsmetoden (sprøjtning, dypning, aftørring) og tørringsbetingelser for primere er kritiske for deres effektivitet.
3. Overfladebehandling: Kemisk ætsning og plasmabehandling
Selv med kemisk kompatible materialer kan overfladeforurenende stoffer eller lav overfladeenergi hindre binding. Forskellige overfladebehandlinger kan forberede underlaget til at være mere modtagelige for kemisk interaktion.
-
Kemisk ætsning: Dette involverer udsættelse af substratoverfladen for specifikke kemiske opløsninger, der mikroskopisk ændrer dens topografi og kemiske sammensætning. Det kan fjerne svage grænselag og skabe reaktive steder og derved øge overfladeenergien og fremme stærkere kemiske bindinger. For eksempel kan nogle polyolefiner være kemisk ætses for at forbedre deres bindbarhed.
-
Plasmabehandling (atmosfærisk eller vakuum): Denne meget effektive metode bruger ioniseret gas (plasma) til at modificere de øverste par atomlag af substratoverfladen. Plasmabehandling kan:
-
Rengør overfladen: Fjern organiske forurenende stoffer på et molekylært niveau.
-
Forøg overfladeenergi/befugtbarhed: Gør overfladen mere "modtagelig" til det smeltede overmoldede materiale, så det kan sprede sig mere effektivt.
-
Introducer funktionelle grupper: Opret nye kemiske grupper på overfladen, der direkte kan reagere med det overmoldede materiale og danne kovalente bindinger.
-
-
Corona -behandling: I lighed med plasmabehandling bruger corona-udladningsbehandling højfrekvent elektrisk udladning til at modificere overfladeegenskaberne for ikke-porøse materialer, der ofte bruges på film og ark, men også anvendelige til nogle støbte dele for at forbedre wettabilitet og vedhæftning.
Ved strategisk at kombinere materialeudvælgelse med passende overfladeforberedelsesteknikker kan producenter låse det fulde potentiale ved kemisk binding, hvilket fører til overmoldede dele med enestående, langvarig vedhæftning og strukturel integritet.
Optimering af overmålingsprocessen
Selv med det perfekte materialeudvælgelse og en strålende designet form er de faktiske overmålingsprocesparametre linchpin, der sikrer en stærk, konsekvent binding. Små afvigelser i temperatur, tryk eller hastighed kan væsentligt påvirke kvaliteten af grænsefladen mellem underlaget og det overmoldede materiale. Præcis kontrol af disse parametre er afgørende for at opnå en permanent binding.
1. Temperaturkontrol: Håndtering af smeltetemperatur og formtemperatur
Temperatur spiller en dobbelt rolle i overmåling, der påvirker både materialestrøm og binding.
-
Smeltetemperatur: Temperaturen på det smeltede overmålte materiale, der kommer ind i formen, er kritisk.
-
For lav: Hvis smeltetemperaturen er for lav, flyder materialet ikke let. Det kan måske ikke fuldt ud våde substratoverfladen, undlader at fylde indviklede mekaniske sammenlåser eller størkne for hurtigt, hvilket fører til ufuldstændig kontakt og en svag binding.
-
For høj: Omvendt kan en overdreven høj smeltetemperatur forårsage nedbrydning af materiel, hvilket fører til dårlige mekaniske egenskaber, misfarvning eller endda forbrænding. Det kan også risikere deformering eller skade underlaget, især hvis substratet har en lavere varmeafbøjningstemperatur.
-
Optimal balance: Den ideelle smeltetemperatur sikrer, at materialets viskositet er lav nok til god strømning og befugtning, der fremmer intim kontakt og kemisk interaktion uden at forårsage nedbrydning.
-
-
Formstemperatur: Formene temperaturen påvirker direkte, hvordan det overmoldede materiale afkøles og størkner.
-
For koldt: En form, der er for kold, kan få det overmoldede materiale til at "fryse af" for tidligt, hvilket fører til ufuldstændig påfyldning, dårlig overfladefinish og utilstrækkelig kontakt med underlaget, hvilket forhindrer effektiv binding.
-
For varmt: En alt for varm form kan forlænge cyklustider, forårsage nedbrydning af materiel eller føre til overdreven krympning og varpage, når delen afkøles uden for formen.
-
Underlagshensyn: Til overmoldning påvirker formtemperaturen også overfladetemperaturen på underlaget. En passende varm form kan hjælpe med at holde substratoverfladen lidt bøjelig, hvilket forbedrer det overmoldede materiales evne til at binde. Det må dog ikke være så varmt, at det får underlaget til at deformere.
-
2. Tryk- og injektionshastighed: Justering af parametre for optimal materialestrøm
Den kraft og hastighed, hvormed det overmoldede materiale kommer ind i hulrummet, er afgørende for korrekt fyldning og vedhæftning.
-
Injektionshastighed:
-
For langsom: En langsom injektionshastighed kan føre til for tidlig afkøling af det smeltede materiale, før det fuldt ud fylder hulrummet eller kontakter understratet intimt. Dette kan resultere i korte skud, flowlinjer og svage bindingsområder.
-
For hurtigt: En overdreven hurtig injektionshastighed kan forårsage "jetting" (ukontrolleret strømning, der forårsager turbulance), luftfangning (fører til hulrum eller svage pletter) eller endda erodere substratoverfladen, som alle kompromitterer bindingsstyrken.
-
Kontrolleret fyld: Den optimale injektionshastighed sikrer en glat, laminær strømning, der gør det muligt for det smeltede materiale at ensartet fylde hulrummet og fuldt vådt underlagets overflade og fremme maksimal kontakt og mekanisk sammenkobling.
-
-
Injektionstryk (fyldtryk og hold/pakningstryk):
-
Udfyld tryk: Dette er det tryk, der bruges i den indledende fyldningsfase. Tilstrækkeligt tryk sikrer, at materialet når enhver del af hulrummet, især i indviklede funktioner designet til mekanisk sammenkobling.
-
Hold/pakningstryk: Når formen er fyldt, påføres holdningstrykket for en bestemt varighed. Dette tryk pakker yderligere materiale i hulrummet for at kompensere for materiel krympning, når det afkøles. Dette er kritisk vigtigt for obligationsstyrke. Uden tilstrækkeligt holdetryk kan det overmoldede materiale trække sig væk fra underlaget, hvilket fører til hulrum, synkemærker og bindingssvigt. Det sikrer, at intim kontakt opretholdes, indtil materialet størkner.
-
3. afkølingshastighed: Kontrol af afkøling for at minimere krympning og stress
Den hastighed, hvormed den overmålte del afkøles, påvirker den indre stress markant og bindingens integritet.
-
Ensartet afkøling: Ikke-ensartet afkøling kan føre til differentiel krympning mellem overmold- og substratmaterialer, hvilket skaber interne spændinger, der kan forårsage warpage, revner eller delaminering over tid. Korrekt mugdesign med optimerede kølekanaler hjælper med at sikre en jævn kølehastighed.
-
Køletid: Tilstrækkelig kølingstid i formen er nødvendig for at lade det overmoldede materiale størkne fuldstændigt og udvikle nok styrke til at modstå udstødningskræfter uden at deforme eller adskille sig fra underlaget. At trække en del ud for tidligt kan skade den begynnende binding.
-
Minimering af stress: Kontrolleret afkøling hjælper med at minimere resterende spændinger inden for delen. Høje resterende spændinger, især ved materialegrænsefladen, er en almindelig årsag til langvarig bindingsfejl.
Mestring af disse procesparametre kræver præcis maskinstyring, ofte gennem sofistikerede injektionsstøbemaskiner, der er i stand til at finjustere hvert trin i cyklussen. Kontinuerlig overvågning og justering baseret på delkvalitet og obligationsintegritet er afgørende for vellykket overformning.
Designovervejelser til holdbare overmålte dele
En stærk bånd i overmoldning starter længe, før materialet kommer ind i maskinen. Det begynder med intelligent produkt- og skimmelsdesign. Tankevækkende design minimerer stress, sikrer korrekt materialestrøm og integrerer funktioner, der iboende styrker bindingen, hvilket fører til holdbare og pålidelige overmålte dele.
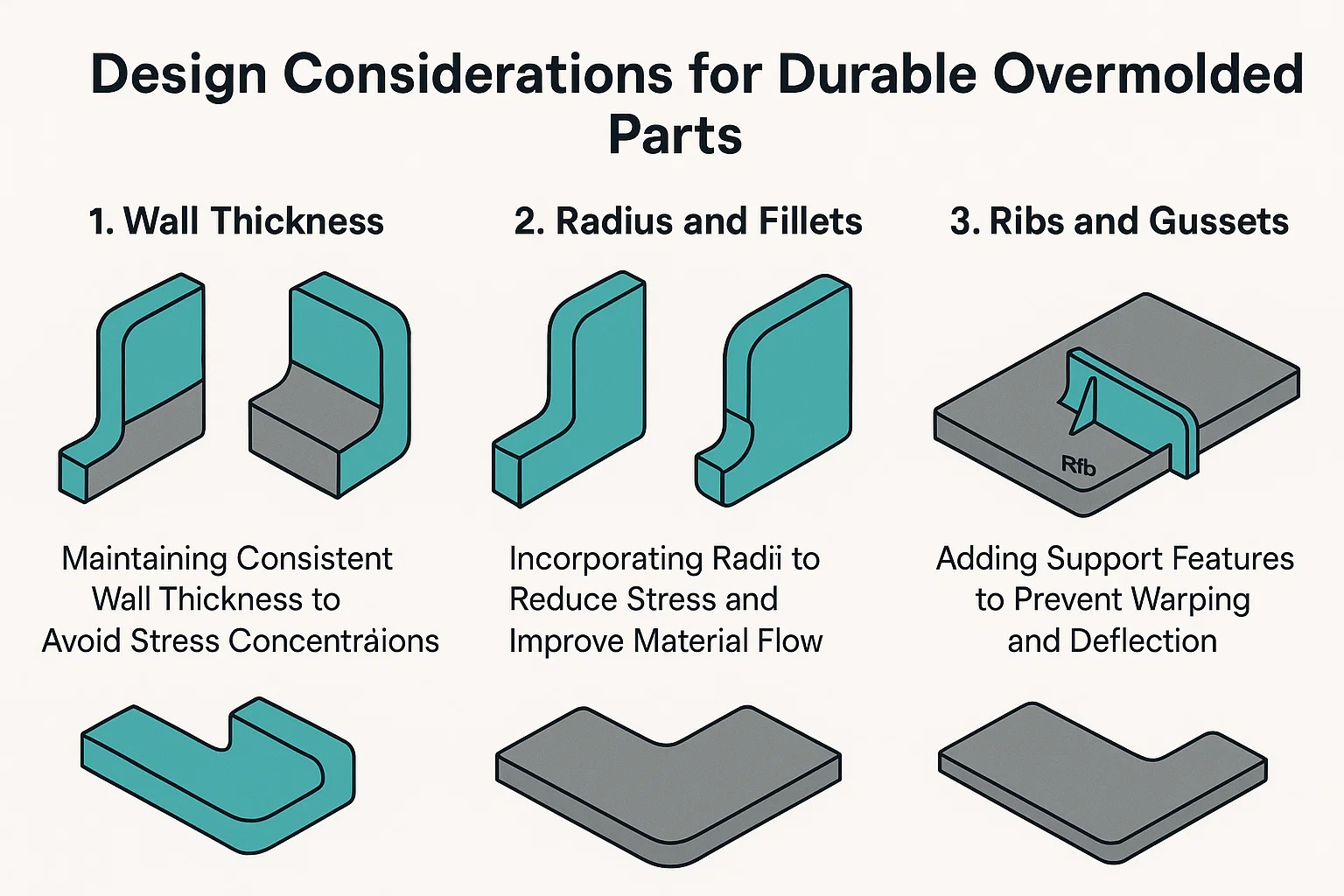
1. Vægtykkelse: Opretholdelse af ensartet vægtykkelse for at undgå stresskoncentrationer
En af de mest grundlæggende regler i plastikdelesign gælder direkte for overstegning: Oprethold konsekvent vægtykkelse .
-
Problem: Brat ændringer i vægtykkelse skaber områder, hvor materialet afkøles og krymper i forskellige hastigheder. Denne differentielle afkøling fører til interne stress inden for det overmålte materiale og kritisk ved grænsefladen med underlaget. Disse spændinger kan manifestere sig som fordrejning, synke -mærker eller mest skadeligt for overmoldning, delaminering og obligationssvigt Over tid.
-
Løsning: Design det overmålte lag med så ensartet en vægtykkelse som muligt. Hvis tykkelsesvariationer er uundgåelige på grund af delgeometri, skal du implementere gradvise overgange (f.eks. Brug af lange, blide taper i stedet for skarpe trin). Dette giver mulighed for mere jævn køling og minimerer stresskoncentrationer ved bindingslinjen.
2. Radius og fileter: Inkorporering af radier for at reducere stress og forbedre materialestrømmen
Skarpe hjørner er berygtede stresskoncentratorer i plastdele. Ved overmåling udgør de en dobbelt trussel mod obligationsintegritet.
-
Stresskoncentration: Interne skarpe hjørner (hvor det overmålte materiale opfylder underlaget) skaber lokaliserede stresspunkter, hvilket gør bindingen sårbar over for revner eller skrælning under belastning eller temperaturændringer. Eksterne skarpe hjørner kan også være svage punkter.
-
Dårlig materiale flow: Smeltet plast foretrækker at flyde jævnt. Skarpe hjørner skaber modstand, hvilket potentielt fører til ufuldstændig fyldning, hulrum eller svagere områder, hvor materialet kæmper for at være fuldt vådt og indkapslet underlaget.
-
Løsning: Inkorporere generøs Radii (afrundede eksterne hjørner) and fileter (afrundede indre hjørner) ved alle overgange og kryds inden for det overmoldede design og på det underlag, hvor overmoldet vil kontakte det.
-
Fordele: Radii og fileter giver mulighed for glattere materialestrøm, reducerer stresskoncentrationer, forbedrer delstyrken og forbedrer formbarheden, som alle bidrager til en mere robust binding. Sigt mod radier, der er mindst 0,5 til 1,0 gange vægtykkelsen.
-
3. ribben og knusninger: Tilføjelse af understøttelsesfunktioner til at forhindre fordrejning og afbøjning
Selvom det primært er kendt for at tilføje stivhed og styrke til plastdele, kan korrekt designede ribben og knusninger indirekte understøtte bindingsintegritet i overformning ved at forhindre deformation af delen.
-
Forebyggelse af warpage: Store, flade områder med overmoldet materiale er tilbøjelige til at fordrive, når de afkøles. Hvis de overmoldede fordriver væk fra underlaget, vil bindingen uundgåeligt mislykkes. Ribben er tynde, understøttende vægge tilsat til den ikke-kosmetiske side af delen. De øger stivhed uden at tilføje betydelig masse eller kræver overdreven vægtykkelse.
-
Reduktion af afbøjning: Knusninger er trekantede støttestrukturer, der ofte er placeret i krydset mellem en væg og en chef eller ved bunden af en ribben. De forhindrer afbøjning og forstærker hjørner.
-
Indirekte obligationsbeskyttelse: Ved at opretholde den overordnede form og dimensionelle stabilitet af den overmålte del sikrer ribben og knusninger, at substratet og overmoldmaterialet forbliver i deres tilsigtede konfiguration, hvilket forhindrer belastninger, der kan trække dem fra hinanden. De hjælper med at opretholde integriteten af de primære bindingsmekanismer (mekanisk eller kemisk).
Design Tip: Når du designer ribben til overmoldede dele, skal du sikre dig, at deres tykkelse er en procentdel (typisk 40-60%) af den nominelle vægtykkelse for at undgå synkemærker på den kosmetiske side. Sørg også for, at de har ordentlige trækvinkler til nem udsprøjtning af form.
Casestudier: vellykkede overmåling af applikationer
At se, hvordan overformende principper anvendes i produkter i den virkelige verden, er den bedste måde at forstå dens magt og alsidighed til at opnå robuste obligationer. Fra forbedring af brugeroplevelse til at sikre kritisk funktionalitet er overstensning en vigtig aktivering på tværs af forskellige brancher.
1. Medicinsk udstyr: Eksempler på overformning i medicinske applikationer
Industrien for medicinsk udstyr kræver ekstrem præcision, biokompatibilitet og ofte evnen til at modstå sterilisering. Overmolding er afgørende for at skabe sikre, komfortable og meget funktionelle medicinske produkter.
-
Kirurgiske håndværktøjer og håndtag: Mange kirurgiske instrumenter, fra hovedbund til endoskopiske værktøjer, har overmålte greb.
-
Bonding succes: En stiv plast (som kig eller abs) danner den strukturelle kerne, mens en blød, ofte medicinsk kvalitet TPE (termoplastisk elastomer) er overformet på grebsområdet. Obligationen sikrer, at grebet ikke glider under kritiske procedurer, hvilket forbedrer kirurgkontrol og patientsikkerhed.
-
Brugte teknikker: Mekanisk sammenkobling (f.eks. Små strukturerede funktioner eller underskærder på det stive håndtag) kombineres ofte med Kemisk kompatible TPE'er i medicinsk kvalitet Specifikt formuleret til stærk vedhæftning til underlaget. Valget af TPE sikrer biokompatibilitet og resistens over for steriliseringscyklusser.
-
-
Væskeleveringssystemer (f.eks. IV dryppesæt, katetre): Overmolding bruges til at skabe sikre forbindelser og forhindre lækager i væskeveje.
-
Bonding succes: Et stift stik (f.eks. PC eller ABS) kan være overformet med en fleksibel, biokompatibel TPE eller silikone for at skabe en lækagesikker tætning eller en blød, patientvenlig grænseflade. Dette eliminerer behovet for klæbemidler og reducerer monteringstrin.
-
Brugte teknikker: Kemisk binding er vigtig her for at sikre en hermetisk segl. Specialiserede silikone- eller TPE -kvaliteter er valgt til deres iboende adhæsionsegenskaber til medicinsk plast, ofte kombineret med overfladeaktivering (f.eks. Plasmabehandling) på det stive substrat for optimal molekylær fusion.
-
2. bilkomponenter: Overmåling af løsninger i bilindustrien
Bilsektoren udnytter overformning af både funktionelle og æstetiske forbedringer, der sigter mod holdbarhed, støjreduktion og en premium -fornemmelse.
-
Interiør trim og knapper: Automotive Interiors bruger ofte overformning til funktioner som instrumentbrætknapper, skifterknapper og dørhåndtagsgreb.
-
Bonding succes: En stiv ABS- eller PC-substrat danner basen, overformet med en soft-touch TPE. Dette giver en taktil, behagelig fornemmelse og forbedret ergonomi, mens bindingen forhindrer, at soft-touch-laget skræller, selv efter mange års brug og eksponering for ekstreme temperaturer.
-
Brugte teknikker: Fokus på Materiel kompatibilitet Mellem TPE og den valgte stive plast (f.eks. Specifikke TPE -kvaliteter til ABS/PC). Mekanisk sammenkobling Gennem subtile strukturer eller funktioner på underlaget forstærker yderligere bindingen mod forskydningskræfter.
-
-
Pakninger og sæler: Overmoldning bruges i stigende grad til at skabe integrerede tætninger direkte på plasthuse eller komponenter.
-
Bonding succes: I stedet for en separat O-ring eller pakning, der skal samles, overstømmes et fleksibelt materiale (som TPE eller en specialiseret gummi) direkte på et stift plastikhus (f.eks. Motorafdækning, sensorhus). Dette skaber en meget effektiv og pålidelig tætning, der er afgørende for at forhindre væskeindtrængning eller støv.
-
Brugte teknikker: Er primært afhængig af Kemisk binding and Præcis formdesign . Det overmoldede materiale er valgt for dets tætningsegenskaber og dets evne til kemisk at overholde den stive komponent, ofte med omhyggelig Processparameterkontrol (f.eks. Injektionstryk) for at sikre fuldstændig fyldning og intim kontakt for en kontinuerlig tætning.
-
3. forbrugerelektronik: applikationer i elektroniske enheder og indkapslinger
Forbrugerelektronik drager fordel af overformning for forbedret holdbarhed, vandbestandighed og brugerkomfort.
-
Bærbare enheder (f.eks. Smartwatches, fitness trackers): Båndene og nogle gange endda dele af enhedens hus er overformede.
-
Bonding succes: Et stift intern ramme eller sensormodul (ofte pc eller metal) er overformet med en fleksibel silikone eller TPE for at skabe en behagelig, hudvenlig stropp eller en vandbestandig indkapsling. Bindingen skal modstå bøjning, sved og daglig slid.
-
Brugte teknikker: Kritisk brug af Mekanisk sammenkobling (f.eks. huller, ribben eller specielt designet ankerpunkter på den stive indsats) kombineret med Kemisk binding Gennem specialiserede overformningskvaliteter af TPE eller LSR (flydende silikonegummi) designet til at klæbe til plast eller metaller. Overfladeforberedelse (f.eks. Plasmabehandling på metalindsatser) er almindelig.
-
-
Elværktøjshåndtag og greb: I lighed med medicinske værktøjer bruger kraftværktøjer overmålte greb til bedre ergonomi og vibrationsdæmpning.
-
Bonding succes: En holdbar, påvirkningsresistent plastik (f.eks. PA, ABS) er overformet med en blødere TPE eller gummi. Obligationen giver et sikkert, behageligt greb, der reducerer brugertræthed og forhindrer glidning, selv under våde eller olieagtige forhold.
-
Brugte teknikker: En kombination af Mekanisk sammenkobling (f.eks. Aggressiv teksturering, underskærder på det stive håndtag) og Optimerede procesparametre For at sikre, at det overmålte materiale fuldt ud indkapsler grebfunktionerne. Materialeudvælgelse fokuserer på TPE'er med god haptik og robust vedhæftning til den valgte ingeniørplast.
-

