
1. Introduktion til overfladefinish i plastsprøjtestøbning
Dette afsnit vil sætte scenen ved at definere overfladefinish, fellerklare dens betydning og introducere de almindelige problemer, der plager den.
1.1. Hvad er overfladefinish, og hvellerfeller betyder det noget?
- Definition: Den overfladefinish af en sprøjtestøbt plastdel refererer til tekstur, glathed eller kontur af komponentens ydre. Det er en direkte afspejling af fellermhulens overflade.
- Mål: Den quality of a surface finish is quantified using roughness parameters, most commonly the Gennemsnitlig ruhed (R a ) , som måler den gennemsnitlige afvigelse af profilen fra middellinjen. Nedre R a værdier indikerer en glattere overflade.
- Branchestogard: Den plastics industry often uses the SPI (Society of the Plastics Industry) Klassificering af overfladefinish , som spænder fra Mirreller (A-kvaliteter) til Matte/Kedelig (D-grader). Angivelse af en SPI-kvalitet er stogardpraksis, når man designer en fellerm.
* *Example:* An SPI A-1 finish requires diamond buffing** og produces a mirror-like finish, whereas a D-3 finish is achieved by dry blasting with #240 grit aluminum oxide** og results in a dull, non-reflective surface.1.2. Betydningen af overfladefinish i produktets æstetik og funktionalitet
Overfladefinishen er ikke kun et æstetisk træk; det er afgørende for produktets ydeevne og accept:
- Æstetik: Ensartet overfladefinish af høj kvalitet - som blank, mat eller tekstureret - er nøglen til mærkeopfattelse og forbruger appel i produkter som forbrugerelektronik og bilinteriør.
- Funktionalitet:
- Taktil fornemmelse: Tekstur påvirker den måde, en bruger interagerer med produktet på (f.eks. et skridsikkert greb).
- Lysreflektion: En glat, blank finish kan minimere lysspredning, hvilket er vigtigt for linser og skærme (f.eks. PMMA dele).
- Slid og friktion: En tekstureret overflade kan nogle gange forbedre holdbarheden eller reducere friktionen i bevægelige dele.
- Renlighed/sterilisering: Meget glatte overflader kræves ofte til medicinsk udstyr for at forhindre bakterievækst og give mulighed for nem sterilisering.
- Vedhæftning: Visse finish er nødvendige for at sikre korrekt vedhæftning af belægninger eller maling .
1.3. Almindelige overfladedefekter i sprøjtestøbning
Kvaliteten af overfladefinishen kan blive kompromitteret af adskillige defekter, som du vil beskrive i afsnit 4. Her er en kort introduktion til de mest almindelige:
- Vask mærker: Fordybninger på overfladen forårsaget af materialekrympning i tykkere dele af delen.
- Svejse-/striklinjer: Synlige linjer, hvor to eller flere smeltefronter mødes og ikke smelter helt sammen, fremstår som en overfladefejl og en strukturel svaghed.
- Flowmærker: Bølgelignende mønstre, striber eller synlige linjer på overfladen forårsaget af uensartet fyldning af formhulen.
- Jetting: En slangelignende overfladefunktion, der opstår, når smeltet plast skubbes gennem en lille portåbning med høj hastighed og størkner, før det kan klæbe ordentligt til formvæggen.
- Appelsinskal: En krusningslignende, udstenet overfladefinish, der ligner en appelsinskal, ofte forårsaget af materiale- eller skimmeltemperaturproblemer.
2. Faktorer, der påvirker overfladefinish
Den endelige overfladefinish er et resultat af komplekse interaktioner mellem materialet, formværktøjet og forarbejdningsbetingelserne. Optimering af alle tre områder er afgørende for at opnå det ønskede R a værdi eller SPI-grad.
2.1. Materialevalg
Valget af harpiks er måske den mest fundamentale faktor, der påvirker den opnåelige overfladefinish.
2.1.1. Indflydelse af harpikstype (ABS, PC, PP osv.)
- Amorf vs. semi-krystallinsk: Amorfe polymerer (som PC , PMMA , og ABS ) giver typisk meget bedre overfladefinisher med højere glans, fordi de krymper mere ensartet og forudsigeligt. Halvkrystallinske polymerer (som PP , PE , og POM ) har en tendens til at have højere og mindre ensartet volumetrisk krympning, hvilket resulterer i lavere glans, matte eller bølgede overflader (som ofte forårsager "Orange Peel"-effekten).
- Smelteviskositet: Harpiks med lavere smelteviskositet (større flydeevne) er bedre til at kopiere formens indviklede overfladetekstur, hvilket fører til en finish af højere kvalitet.
2.1.2. Indvirkning af tilsætningsstoffer og fyldstoffer
- Fyldstoffer: Den inclusion of fillers like glasfibre, kulfibre eller mineralske tilsætningsstoffer reducerer dramatisk den opnåelige overfladefinishkvalitet. Disse stive materialer forstyrrer strømmen af polymersmelten og har en tendens til at skubbe gennem overfladelaget, hvilket fører til blottede fibre og en mat, ru finish.
- Farvestoffer og pigmenter: Selvom de generelt har en mindre påvirkning, kan stærkt koncentrerede pigmenter eller specifikke farveadditiver ændre smeltestrømmen og føre til små variationer i overfladetekstur eller farvestriber.
2.2. Form design
Selve formen er et negativt aftryk af den sidste del, og dens design dikterer, hvordan polymeren flyder, pakker og afkøles.
2.2.1. Portplacering og design
- Kritisk: Den gate is the entry point for the molten plastic, making its location and size vital.
- Porteffekter: Dårligt portdesign eller dårlig placering kan føre til defekter som f.eks jetting, flowmærker og svejselinjer . Låger skal placeres i den tykkeste del af delen for at give maksimal pakning og minimere synkemærker.
- Porttype: Ventilator låger or diafragma porte resulterer ofte i bedre overfladefinish end små udpege porte fordi de giver mulighed for en jævnere, mindre turbulent strømning ind i hulrummet.
2.2.2. Udluftnings- og kølekanaldesign
- Udluftning: Utilstrækkelig udluftning opfanger gasser, som kan føre til brændemærker, sprøjtemærker (sølvstriber) , og poor surface replication due to compressed air resistance. Vents must be strategically placed at the last areas to fill.
- Køling: Ensartet og effektivt kølekanaler er afgørende for ensartet krympning og overfladekvalitet. Uensartet afkøling forårsager differentielt svind, hvilket er en væsentlig bidragyder til skævhed og overflade ufuldkommenheder som synkemærker og bølgede overflader .
2.2.3. Skimmeloverfladetekstur og polering
- Direkte replikering: Den mold’s surface is direkte replikeret på plastikdelen. Kvaliteten af formstålpoleringen eller teksturen er loftet for delens overfladekvalitet.
- Skimmelpolering: Præcisionspolering med diamantpasta eller slibende sten er påkrævet til spejlfinishede dele (SPI A-kvaliteter).
- Overfladeteksturering: Teknikker som kemisk ætsning or laser teksturering skabe holdbare, specifikke teksturer (f.eks. læderfibre, matte overflader), der skjuler defekter og forbedrer grebet.
2.3. Behoglingsparametre
Når materialet og formen er indstillet, giver maskinens driftsparametre det endelige middel til optimering.
2.3.1. Smeltetemperatur
- Effekt: A højere smeltetemperatur sænker viskositeten af polymeren, hvilket tillader den at flyde lettere og tilpasse sig tættere til formens overfladefunktioner, hvilket generelt resulterer i en glattere, højere glans finish og reducerer flowmærker.
- Forsigtig: For høje temperaturer kan forårsage materialenedbrydning, hvilket fører til defekter som f.eks splay og brændende .
2.3.2. Indsprøjtningshastighed og tryk
- Hastighed: Injektionshastighed skal være afbalanceret. For langsomt, og plastikken afkøles for tidligt, hvilket forårsager flow linjer og svejselinjer . For hurtigt, og det kan forårsage jetting nær porten eller blinkende .
- Tryk (holder/pakning): Holder tryk er afgørende. Højt tryk under afkølingsfasen pakker ekstra materiale ind i hulrummet, der kompenserer for krympning. Korrekt pakningstryk er det primære forsvar mod synkemærker og sikrer en sprød gengivelse af overfladedetaljer.
2.3.3. Skimmeltemperatur
- Effekt: A højere formtemperatur holder plastsmelten flydende i en længere periode, hvilket tillader polymerkæderne at slappe af og kopiere formoverfladen mere præcist, hvilket ofte giver den bedste overfladeglans og finish. Dette hjælper også med at reducere forskydningsspænding, hvilket forhindrer defekter som f.eks rødme og appelsinskal .
- Afvejning: Høje formtemperaturer øger cyklus tid , da delen er længere tid om at afkøle tilstrækkeligt til at blive udstødt.
2.3.4. Afkølingstid
- Effekt: Tilstrækkelig afkølingstid er nødvendigt for at størkne den ydre hud af delen under tryk. For tidlig udstødning kan føre til stressmærker, vridning og ridser (udskubningsmærker), der ødelægger overfladefinishen.
3. Teknikker til forbedring af overfladefinish
At opnå en overfladefinish af høj kvalitet kræver ofte implementering af specifikke teknikker relateret til værktøj, sekundære processer og specialiseret maskineri.
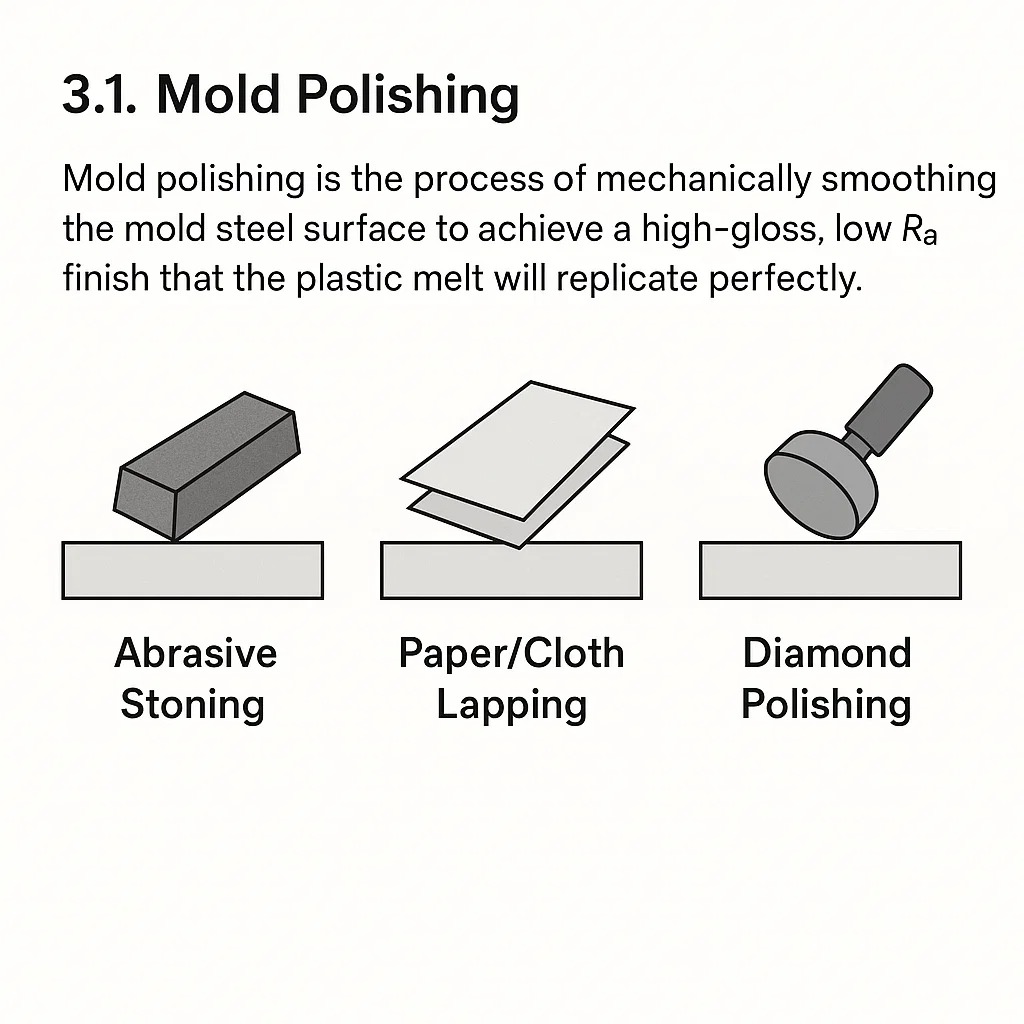
3.1. Formpolering
Formpolering er processen med mekanisk udglatning af formståloverfladen for at opnå en højglans, lav R a afslutte, at plastiksmelten vil kopiere perfekt.
3.1.1. Forskellige poleringsmetoder (diamanter, slibende sten)
- Slibende stening: Indledende formning og fjernelse af bearbejdningsmærker udføres ved hjælp af grove slibende sten (f.eks. siliciumcarbid eller aluminiumoxid).
- Papir/stof lapning: Finere polering opnås med diamantforbindelser eller specialpapir, der bevæger sig sekventielt gennem finere korn.
- Diamantpolering: For de højeste spejllignende finish (SPI A-1, A-2) involverer de sidste faser diamantpasta og specialiserede klud/filt-bobs. Dette er højt kvalificeret arbejde udført under forstørrelse.
3.1.2. Opnåelse af specifikke Ra-værdier og SPI-grader
Niveauet af polering svarer direkte til det kvantificerbare R a værdi (gennemsnitlig ruhed) og den kvalitative SPI-finish:
| SPI-klasse | polsk metode | Ra-værdi ( µ i) | Typisk anvendelse |
|---|---|---|---|
| A-1 | Grade #3 Diamond Buff | 1 | Linser, optiske dele |
| B-2 | #600 Kornsten | 6-8 | Højglans dele, skærme |
| C-3 | #600 Emery Paper | 10-12 | Generelt, halvblank |
| D-1 | #10 Sandpapir/Tørblæsning | 25-32 | Mat tekstur, skjulte dele |
3.2. Overfladeteksturering
Teksturering introducerer bevidst et mønster eller ruhed til formoverfladen for at opnå en specifik æstetisk eller funktionel finish. Dette bruges almindeligvis til at skjule defekter som flowmærker eller synkemærker.
3.2.1. Kemisk ætsning
- Proces: Den mold steel is masked with a protective film in the desired pattern, and then immersed in an acid bath. The acid eats away (etches) the exposed steel, creating the texture.
- Fordele: Skaber dybe, ensartede, holdbare teksturer (f.eks. træfibre, læderfibre).
3.2.2. Laser teksturering
- Proces: En højpræcisionslaser fjerner (fordamper) materiale fra formoverfladen for at skabe ekstremt fine, nøjagtige og gentagelige mønstre.
- Fordele: Giver mulighed for indviklede, mikro teksturering eller endda nano teksturering (se afsnit 8), og er ideel til komplekse 3D-former.
3.2.3. Perlesprængning
- Proces: Fine glasperler eller andre slibende medier drives mod formoverfladen ved højt tryk.
- Fordele: Giver en ensartet, mat, mat eller satin finish (ofte SPI D-kvaliteter). Det er en hurtig, omkostningseffektiv måde at fjerne glans og skjule overfladefejl.
3.3. Belægning og maling
Disse er sekundære processer, der anvendes på den støbte del efter det er blevet udstødt, brugt til at tilføje farve, glans eller specialiserede funktionelle egenskaber.
3.3.1. Typer af belægninger (f.eks. UV, Anti-ridse)
- UV belægning: En klar lak hærdet under UV-lys. Bruges meget på polycarbonat ( PC ) og akryl ( PMMA ) dele for at genoprette en højglans finish eller forbedre udendørs vejrbestandighed.
- Anti-ridse/hård belægning: Påført på blødere plastik (som pc) for at øge overfladens hårdhed og ridsemodstand, afgørende for linser og skærmcover.
3.3.2. Maleteknikker (spray, pulverlakering)
- Spraymaling: Standardteknik til at opnå præcise farvematcher og kontrollerede glansniveauer på plastikkomponenter.
- Pulverlakering: Selvom det traditionelt er til metal, bruges der nu specialiserede lavtemperatur-pulverbelægninger på nogle plasttyper for at give en holdbar, ensartet finish.
3.4. Gas-assisteret sprøjtestøbning
- Teknik: En inert gas (normalt nitrogen) sprøjtes ind i støbeformens hulrum, efter at plasten har delvist fyldt den.
- Fordel: Den gas core applies internal pressure, which helps to pak plastiksmelten indefra og ud , effektivt eliminere synkemærker på den ydre overflade.
3.5. Hot Runner systemer
- Teknik: Et varmesystem holder den smeltede plastiktemperatur helt op til porten, hvilket eliminerer behovet for en kold indløbskanal.
- Fordel: Holder plastiksmelten ekstremt ensartet og giver mulighed for lettere kontrol over pakningen, hvilket minimerer stress og leads to better surface gloss and elimination of flow mærker .
3.6. Teknologier til styring af formtemperatur
- Teknik: Ud over standard vand/olie-køling bruges højpræcisionsopvarmningssystemer (f.eks. dampopvarmning, induktionsopvarmning eller specialiserede væskesystemer) til hurtigt at cykle formens overfladetemperatur.
- Fordel: Ved at hæve formtemperaturen under påfyldning (for at opnå høj glans) og derefter hurtigt sænke den til afkøling (for at minimere cyklustiden), tillader disse teknologier processorer at opnå spejllignende finish selv med mindre flydbare materialer, hvilket praktisk talt eliminerer defekter som f.eks svejselinjer og appelsinskal .
4. Almindelige overfladedefekter og deres løsninger
Overfladedefekter er visuelle eller taktile fejl, der kompromitterer kvaliteten af den støbte del. At identificere årsagen – hvad enten det er materiale, skimmelsvamp eller proces – er nøglen til effektiv korrektion.
4.1. Vask mærker
A vask mærke er en lokaliseret fordybning eller fordybning på overfladen af en tyk delsektion.
| Årsager | Forebyggelse/løsning |
|---|---|
| Krympning: Utilstrækkeligt materiale pakket ind i formen til at kompensere for volumetrisk krympning under afkøling. | Øg holdetrykket: Den most effective fix is to increase the holde (pakke)tryk og time to force more material into the mold. |
| Uensartet vægtykkelse: Tykkere sektioner afkøles langsommere, hvilket får det indvendige materiale til at trække overfladen indad. | Design: Redesign delen for at opretholde ensartet vægtykkelse. Brug indvendige ribber eller udkerner for at reducere bulk. |
| Høj smelte-/skimmeltemperatur: Overdreven varme kan øge krympningen. | Lavere smelte-/skimmeltemperaturer: Kør temperaturer lige høje nok til at fylde delen, hvilket reducerer total krympning. |
4.2. Svejselinjer (striklinjer)
A svejselinje er en synlig linje dannet, hvor to eller flere flydende smeltefronter mødes og smelter sammen, men ikke blandes perfekt.
| Årsager | Forebyggelse/løsning |
|---|---|
| Lav temperatur: Den melt fronts are too cool when they meet, preventing complete molecular inter-diffusion. | Øg smelte-/formtemperatur: Højere temperaturer gør det muligt for plasten at forblive smeltet længere, hvilket letter bedre sammensmeltning og reducerer ledningens synlighed. |
| Utilstrækkeligt tryk: Manglende pres for at tvinge de to fronter sammen. | Øg injektionshastighed og tryk: Hurtig indsprøjtning minimerer afkøling før mødet. |
| Luftfangst: Gas eller luft fanget ved mødestedet. | Forbedre udluftning: Tilføj eller uddyb ventilationsåbninger ved svejselinjens placering for at tillade indesluttet luft at undslippe. |
4.3. Flowmærker (flowlinjer)
Flowmærker er stribede, bølgelignende linjer eller mønstre synlige på overfladen, ofte udstrålende fra porten.
| Årsager | Forebyggelse/løsning |
|---|---|
| Langsomt eller varierende flow: Den molten plastic cools against the mold wall as it flows, creating visible layers. | Øg injektionshastigheden: Fyld hulrummet hurtigt for at sikre, at smeltefronten forbliver varm og flydende. |
| Lav formtemperatur: En kold form størkner det første kontaktlag af plastik for hurtigt. | Øg formtemperaturen: En varmere form holder overfladens plastik smeltet længere, hvilket tillader strømningslinjerne at forsvinde. |
| Port/løber geometri: Begrænsede eller dårligt designede løbere/porte forårsager turbulent flow. | Forstør Gate/Runner: Udvid porten for at reducere forskydningsspænding og tillade et jævnere indgangsflow. |
4.4. Jetting
Jetting opstår, når det smeltede plastik sprøjtes gennem en lille låge ind i et åbent formhulrum, og størkner som en snoende strøm, før resten af hulrummet fyldes.
| Årsager | Forebyggelse/løsning |
|---|---|
| Høj injektionshastighed: Hurtig flowhastighed gennem en restriktiv port. | Reducer injektionshastigheden: Sænk den indledende injektionshastighed. |
| Dårligt portdesign: Den gate is positioned in a thick area or directs the melt stream straight into a large open space. | Redesign Gate: Brug en underport eller faneport der leder strømmen mod en formvæg eller en kernestift, hvilket tillader smeltestrømmen at "vifte ud" umiddelbart efter at den kommer ind i hulrummet. |
4.5. Appelsinskal
Appelsinskal er en overflade, der ligner skindet på en appelsin - et kruset eller udhulet udseende.
| Årsager | Forebyggelse/løsning |
|---|---|
| Skimmeltemperaturforskel: Ekstrem temperaturforskel mellem plastsmelten og formoverfladen. | Øg formtemperaturen: En varmere formoverflade gør det muligt for materialet at kopiere formoverfladen fuldt ud, før den størkner. |
| Materiale nedbrydning/fugt: Overdreven fugt i materialet kan føre til gasdannelse på overfladen. | Fortørret materiale: Sørg for, at harpiksen er tørret i henhold til producentens specifikationer. |
| Lav smelteviskositet: Plast er for varmt og holder ikke formen, når det kommer i kontakt med formen. | Reducer smeltetemperaturen lidt: Juster smeltetemperaturen for at forbedre viskositeten uden at forårsage strømningsmærker. |
4.6. Rødme (Gate Blush)
Blush er et lokaliseret område med sløvhed eller uklarhed, som normalt forekommer direkte omkring portområdet.
| Årsager | Forebyggelse/løsning |
|---|---|
| Høj forskydningsspænding: Forårsaget af, at materialet er blevet presset for voldsomt gennem en lille låge. | Forøg portstørrelse: Reduktion af begrænsningen sænker forskydningsspændingen på polymeren. |
| Injektionshastighed: Meget høje indsprøjtningshastigheder gennem porten. | Reducer injektionshastigheden: Sænk den indledende injektionshastighed, ofte ved at bruge flertrinsprofilering. |
| Smøremiddeladskillelse: Materialeadditiver/smøremidler adskilles under høj forskydning. | Prøv en anden materialekvalitet: Skift til en harpikskvalitet med bedre termisk stabilitet eller mindre tilsætningsstofindhold. |
5. Materialevalg for optimal overfladefinish
Materialevalg er det første og mest afgørende skridt for at opnå en overfladefinish af høj kvalitet. Polymerens iboende egenskaber - specifikt dens molekylære struktur og krympningshastighed - bestemmer, hvor godt den kan replikere formoverfladen.
5.1. Oversigt over egnet termoplast
Termoplast er kategoriseret efter deres struktur, som direkte påvirker deres færdige udseende: Amorf polymerer tilbyder generelt overlegen glans og overfladereplikering, mens Halvkrystallinsk polymerer har typisk en matere finish på grund af større, mindre ensartet krympning.
5.1.1. Akryl (PMMA)
- Struktur: Amorf
- Afslutningsevne: Fremragende. PMMA (Polymethyl Methacrylate) er kendt for sin enestående klarhed og evne til at opnå en meget højglans, spejllignende finish (ideel til SPI A-1). Det bruges ofte til optiske komponenter, linser og skærmcover.
- Udfordring: Meget modtagelig for revner og spændingsrevner, hvis den er støbt forkert eller udsættes for visse kemikalier.
5.1.2. Polycarbonat (PC)
- Struktur: Amorf
- Afslutningsevne: Fremragende. PC giver en hård, slagfast overflade, der også kan opnå en strålende, højglans finish . Dens høje viskositet kræver korrekte støbetemperaturer, men resulterer i god overfladereplikation.
- Udfordring: Skal tørres grundigt (hydroskopisk) for at forhindre hydrolyse, som kan føre til sprøjtemærker og poor surface quality.
5.1.3. Acrylonitril Butadien Styren (ABS)
- Struktur: Amorf
- Afslutningsevne: Meget god. ABS er arbejdshestens tekniske polymer, der tilbyder en god balance mellem mekaniske egenskaber og en kosmetisk finish af høj kvalitet . Det er let struktureret (via ætsning/blæsning) og accepterer let maling og plettering (f.eks. krom).
- Udfordring: Meget tilbøjelig til synkemærker i tykkere sektioner på grund af dets moderate svind.
5.1.4. Polypropylen (PP)
- Struktur: Halvkrystallinsk
- Afslutningsevne: Fair til God. Som en semi-krystallinsk harpiks udviser PP typisk højere, mindre ensartet svind, hvilket resulterer i en matere, lavere glans finish sammenlignet med amorfe harpikser. Det er også mere tilbøjeligt til flow linjer og the appelsinskal effekt.
- Fordel: Anvendes hvor sejhed og kemikalieresistens er i højsædet, og en mat eller tekstureret finish er acceptabel.
5.1.5. Polystyren (PS)
- Struktur: Kan være amorf (General Purpose PS eller GPPS) eller en blanding (High-Impact PS eller HIPS).
- Afslutningsevne: Godt (GPPS). GPPS er amorf og giver fremragende glans og rigidity, making it suitable for clear or highly cosmetic parts (e.g., disposable drinkware). HIPS is less glossy due to additives but is tougher.
- Udfordring: Skør sammenlignet med ABS eller PC.
5.2. Sammenligning af overfladefinish-egenskaber for forskellige materialer
| Ejendom | PMMA (akryl) | PC (polycarbonat) | ABS | PP (polypropylen) | PS (polystyren) |
|---|---|---|---|---|---|
| Struktur | Amorf | Amorf | Amorf | Halvkrystallinsk | Amorf |
| Max Gloss | Fremragende (højest) | Fremragende | Meget god | Fair (lav) | Godt |
| Krympningshastighed | Lavt | Lavt | Moderat | Høj (uensartet) | Lavt to Moderate |
| Tekstur acceptabel | Fair (følsom) | Godt | Fremragende | Godt | Godt |
| Defekttilbøjelighed | Crazy | Sprøjt/fugt | Vask mærker | Appelsinskal/Warpage | Skørhed |
5.3. Overvejelser for materialekompatibilitet med overfladebehandlinger
Når du vælger et materiale, er det vigtigt at overveje eventuelle planlagte sekundære overfladebehandlinger:
- Vedhæftning: Nogle polymerer, især Polypropylen (PP) og Polyethylen (PE) , har meget lav overfladeenergi, hvilket gør det svært for maling og belægninger at klæbe. Disse kræver ofte forbehandlingsprocesser som f.eks flammebehandling or plasmabehandling før maling.
- Opløsningsmiddelmodstand: Amorf resins like PC og PMMA er modtagelige for kemiske angreb og stress revner fra mange almindelige opløsningsmidler, der findes i maling eller klæbemidler. Der skal anvendes specialiserede, ikke-aggressive belægninger.
- Platbarhed: ABS er ofte det foretrukne materiale til dele, der kræver forkromning (f.eks. bilbeklædning), fordi dets struktur giver mulighed for overlegen vedhæftning af metalfinishen.
6. Casestudier: Forbedring af overfladefinish i sprøjtestøbning
Disse casestudier illustrerer, hvordan specifik opmærksomhed på materiale, værktøj og procesparametre kan overvinde udfordringer og opnå strenge krav til overfladefinish på tværs af forskellige industrier.
6.1. Bilkomponenter
Udfordring: Klasse A Automotive udvendige paneler
Automotive udvendige paneler (f.eks. karrosseripaneler, søjlebeklædning) kræver en "Klasse A" overfladefinish : en højglans, æstetisk perfekt, pletfri overflade, der er klar til maling. Denne finish skal være ensartet på tværs af store overfladearealer.
- Løsning implementeret:
- Materiale: Brug af højkonstrueret ABS/PC blandinger med meget lave svind.
- Værktøj: Beskæftiger SPI A-1 (spejl) polish på formen stål, efterfulgt af en beskyttende hård belægning at bevare finishen over tusindvis af cyklusser.
- Proces: Bruger Rapid Temperature Cycling (RTC) teknologi (Mold Temperature Control Technologies, afsnit 3.6). Dette opvarmer formoverfladen hurtigt under injektion (forbedrer flow og glans, eliminerer svejselinjer) og afkøler den hurtigt for hurtige cyklustider.
Resultat:
Næsten perfekt ensartet glans og den virtuelle eliminering af flowmærker og svejselinjer, hvilket reducerer behovet for omfattende efterstøbning efterbehandling og malingsforberedelse.
6.2. Forbrugerelektronik
Udfordring: Højglans smartphone-hylstre
Moderne smartphone- og enhedshylstre kræver en dyb, ridsefast glans finish, mens de ofte har komplekse geometrier (f.eks. tynde vægge, flere indvendige ribber).
- Løsning implementeret:
- Materiale: Højflow, UV-stabiliseret Polycarbonat (PC) , udvalgt for sin styrke og højglansevne.
- Design: Omhyggelig implementering af Gas-assisteret sprøjtestøbning (Afsnit 3.4) for at udhule indvendige tykke sektioner (bosser), hvilket effektivt forhindrer synkemærker på den tynde, meget synlige ydre overflade.
- Efterstøbning: Anvendelse af en beskyttelse Anti-ridse/UV belægning (Afsnit 3.3.1) for at opfylde forbrugernes holdbarhedskrav uden at gå på kompromis med den høje overfladeglans, der opnås under støbningen.
Resultat:
Husene bevarer en højglans, spejllignende finish på trods af underliggende strukturelle træk, kombineret med den nødvendige modstand mod dagligt slid.
6.3. Medicinsk udstyr
Udfordring: Glatte, steriliserbare pumpehuse
Medicinsk udstyr, såsom dialyse- eller lægemiddelpumpehuse, kræver ekstremt glatte, ikke-porøse overflader for at lette rengøring, sterilisering og for at forhindre biofilmakkumulering.
- Løsning implementeret:
- Materiale: Medicinsk kvalitet, lav-udtrækkelig Polypropylen (PP) eller høj kvalitet ABS , valgt til biokompatibilitet.
- Værktøj: Den mold cavity is polished to an SPI A-2 or A-3 finish (lav R a værdier) for at sikre minimal overfladeruhed.
- Proces: Kører a høj formtemperatur (Afsnit 2.3.3) for at maksimere flowet af plastikken og sikre fuldstændig replikering af den glatte formoverflade, hvilket minimerer mikroskopiske porer eller synlighed af striklinjer.
Resultat:
Dele opnår et lavt R a værdi, hvilket skaber en overflade, der er nem at desinficere, opfylder strenge medicinske regulatoriske standarder og forhindrer overfladekontamination.
7. Fejlfinding af problemer med overfladefinish
Når overfladedefekter opstår, er det ofte ineffektivt og dyrt at stole udelukkende på intuition. En systematisk, videnskabelig tilgang er nødvendig for at identificere årsagen og optimere processen til en permanent løsning.
7.1. Systematisk tilgang til at identificere rodårsager
Fejlfinding bør følge en klar, trin-for-trin metode:
- Definer og dokumenter defekten: Identificer tydeligt defekten (f.eks. synkemærke, flowmærke, jetting) og dens placering, hyppighed og sværhedsgrad. Indsaml prøver og fotografisk bevis.
- Gennemgå materialespecifikationer: Kontroller, at harpiksen er korrekt tørret (især hydroskopiske harpikser som f.eks PC or ABS ), er ikke forurenet, og er den korrekte kvalitet, der er angivet for jobbet.
- Undersøg værktøj: Tjek formen for skader, utilstrækkelig udluftning, snavs i hulrummet eller uoverensstemmelser i selve formens overfladefinish. Sørg for, at formens temperaturkontrolsystemer fungerer korrekt og giver ensartede temperaturer.
- Analyser behandlingsparametre (De 6 M'er): Kontroller og noter systematisk følgende variabler, som er almindelige årsager til defekter:
- Materiale: Fugt, temperatur, viskositet.
- Skimmelsvamp: Temperatur, køleens ensartethed, udluftning.
- Maskine: Skruehastighed, tøndetemperaturprofil.
- Metode (proces): Injektionshastighed, holding pressure, cycle time.
- Arbejdskraft: Operatørkonsistens og procedurer.
- Mål: Konsistens af QC-tjek og udstyrskalibrering.
- Isoler og juster: Implementer én behandlingsændring ad gangen (forøg f.eks. formtemperaturen med 5 °C ), overvåg resultatet og dokumenter resultatet. Juster aldrig flere variabler samtidigt.
7.2. Brug af Design af eksperimenter (DOE) til optimering
For komplekse defekter, hvor flere faktorer kan interagere, Design of Experiments (DOE) metode giver en statistisk stringent vej til optimering.
- Hvad er DOE? DOE er en formel metode til planlægning, udførelse og analyse af tests for at bestemme, hvordan forskellige faktorer (f.eks. smeltetemperatur, injektionshastighed, formtemperatur) påvirker outputkarakteristikken (overfladekvaliteten, målt ved R a eller antal mangler).
- Den Power of Interaction: DOE kan identificere ikke kun effekten af individuelle faktorer, men også interaktionseffekt - for eksempel hvor høj smeltetemperatur og lav indsprøjtningshastighed kan kollektivt forværre en defekt som jetting mere end begge faktorer alene.
- Implementering: Ved at køre et begrænset antal strukturerede eksperimenter kan DOE hurtigt definere "procesvinduet" - det optimale udvalg af behandlingsparametre, der pålideligt giver den ønskede overfladefinish.
7.3. Procesovervågning og kontrol
Den bedste fejlfinding er forebyggelse, som er afhængig af konsekvent overvågning:
- Closed-loop kontrol: Brug af moderne sprøjtestøbemaskiner med lukket sløjfe kontrolsystemer sikrer, at kritiske parametre som f.eks smeltetemperatur , formtemperatur , og indsprøjtningshastighed forblive stabile under hele produktionsforløbet, hvilket forhindrer afdrift, der fører til inkonsekvent overfladefinish.
- In-line måling: For meget kritiske dele (f.eks. optiske komponenter) kan brug af in-line målesystemer (som vision-systemer eller ruhedstestere) opdage overfladefejl eller dimensionsproblemer med det samme, hvilket giver operatørerne mulighed for at korrigere processen, før der produceres for meget skrot.
- Forebyggende vedligeholdelse: Regelmæssig rengøring og vedligeholdelse af formen, især ventilationsåbningerne og kølekanalerne, er afgørende for at forhindre opbyggede rester eller skæl, der forårsager varme pletter og inkonsekvent overfladekvalitet.
8. Nye tendenser inden for overfladefinishteknologi
Driften efter højere ydeevne og ny æstetik flytter grænserne for plastoverfladeteknologi med fokus på mikroskala-præcision og forbedret materialefunktionalitet.
8.1. Mikro- og nanoteksturering
Bevæger sig ud over traditionel kemisk ætsning, udnytter næste generations tekstureringsteknikker ekstrem præcision til at skabe funktionelle overflader.
- Proces: Opnås primært gennem Laser teksturering (Afsnit 3.2.2) eller specialiseret, ultrapræcis bearbejdning af formindsatsen.
- Mikro teksturering: Funktioner spænder typisk fra 1 til 1000 µm . Bruges til at skabe funktionelle overflader som:
- Antirefleks/antireflekterende overflader til displays og optik.
- Hydrofobisk/selvrensende overflader (efterligner Lotus-effekten) ved at optimere overfladens ruhed for at afvise vand.
- Nano teksturering: Funktionerne er under 100 nm. Dette bruges til at konstruere lysspredningsegenskaber til avancerede anti-forfalskningsfunktioner eller ekstremt fine æstetiske detaljer, som ikke kan ses med det blotte øje.
8.2. Selvhelbredende polymerer
Den ultimative løsning til at bevare en uberørt overfladefinish er et materiale, der kan reparere sig selv.
- Koncept: Dense are polymers that contain micro-capsules filled with a healing agent. When the surface is scratched or cracked, the capsules rupture, releasing the agent, which then polymerizes (cures) to fill the gap.
- Fordel: Giver permanent forsvar mod almindelige overfladefejl som mindre ridser og skrammer, hvilket væsentligt forbedrer levetiden af den kosmetiske finish på emner som bilbelægninger og forbrugerelektronik.
- Nuværende status: Mens de stadig er på vej, bliver disse materialer allerede implementeret i specialiserede belægninger og avancerede applikationer.
8.3. Bæredygtige materialer og overfladefinish
Stigende regulerings- og forbrugerpres driver innovation hen imod miljøvenlige materialer, der stadig opfylder høje krav til overfladekvalitet.
- Biobaserede og genbrugte polymerer: Den challenge is that recycled and bio-based resins often contain impurities or variations in molecular weight that can negatively impact gloss and texture, leading to defects like splay or flow mærker .
- Løsningsfokus: Bruger høj form temperaturkontrol og optimized melt flow additives to compensate for the lower consistency of sustainable materials, thereby preserving the required aesthetic finish.
- Vandbaserede belægninger: Overgang væk fra opløsningsmiddeltunge (VOC-rige) belægninger til miljøvenlige vandbaserede systemer til efterstøbning af maling, hvilket sikrer, at belægningen klæber ordentligt til plastunderlaget uden at forårsage kemisk stress eller nedbrydning.
9. Konklusion
9.1. Nøglemuligheder for at opnå højkvalitets overfladefinish
At opnå en optimal overfladefinish i plastsprøjtestøbning er ikke en enkelttrinsproces, men et resultat af en synkroniseret indsats på tværs af tre kernedomæner:
- Materialebeherskelse: Den choice between amorfe harpikser ( PC, PMMA, ABS ) for overlegen glans og de iboende udfordringer ved semi-krystallinske harpikser ( PP, PE ) er grundlæggende. Sørg altid for korrekt materialetørring og forberedelse.
- Værktøjspræcision: Den mold dictates the maximum achievable finish. Investing in appropriate formpolering (til et specifikt R a værdi eller SPI karakter ) eller anvende høj præcision overfladeteksturering (kemisk eller laser) er afgørende. Ordentlig udluftning og uniform kølekanal design er ikke til forhandling for at forhindre defekter.
- Procesoptimering: Den final finish is tuned by behandlingsparametre . Høj formtemperatur og controlled indsprøjtningshastighed/tryk er de primære håndtag, der bruges til at eliminere defekter som synkemærker , svejselinjer , og flow mærker . Brug systematiske fejlfindingsmetoder som f.eks DOE at låse optimale parametre.
De mest succesrige projekter erkender, at overfladekvalitet er en funktion af, at hele systemet – materiale, form og maskine – fungerer i harmoni.
9.2. Fremtiden for overfladefinish i plastsprøjtestøbning
Industrien bevæger sig mod intelligente, integrerede løsninger:
- Funktionelle overflader: Den emerging trends of mikro- og nano-teksturering vil forvandle plastikoverflader til funktionelle grænseflader, der afviser vand, bekæmper bakterier eller manipulerer lys, hvilket gør overfladefinishen til en aktiv komponent i produktet.
- Smart behandling: Avancerede teknologier som Rapid Temperature Cycling (RTC) og closed-loop process control will become standard, allowing manufacturers to consistently achieve mirror-like finishes even with complex geometries and challenging sustainable materials.
- Materiale modstandsdygtighed: Den implementation of selvhelbredende polymerer vil fundamentalt ændre, hvordan holdbarheden ses, hvilket sikrer, at æstetisk kvalitet opretholdes længe efter, at delen forlader formen.
Ved at holde sig ajour med denne udvikling og vedligeholde streng proceskontrol, kan producenterne konsekvent levere plastkomponenter med overfladefinish i verdensklasse.
Denne omfattende vejledning beskriver, hvordan man opnår optimal overfladefinish i plastsprøjtestøbning ved at balancere materialevalg, formdesign og forarbejdningsparametre. Den definerer nøglemålinger som R a værdier og SPI-finishskalaen, og udforsker derefter teknikker såsom formpolering, laserteksturering og avanceret formtemperaturkontrol. Endelig giver artiklen systematiske løsninger til almindelige defekter som synkemærker og svejselinjer, der afsluttes med et kig på fremtidige trends, herunder nanoteksturering og selvhelbredende polymerer.

