
Kernesvar: Teknisk gennemførlighed og økonomisk evaluering af 2-hulrum til 4-hulrum omarbejdning
Konvertering af en sprøjtestøbeform fra 2-hulrum til 4-hulrum er teknisk højrisiko og indebærer normalt et komplet redesign af støbeformens baselayout, løbeafbalancering og køleintegration. Det direkte svar: Medmindre formen oprindeligt er designet som en "broform" med forudtildelt afstand eller bruger et udskifteligt indsatssystem, overstiger omkostningerne ved modifikation og risikoen for produktionsfejl ofte investeringen i at bygge et nyt værktøj med 4 hulrum.
Kritiske tekniske barrierer i hulrumsfordobling
Fordobling af antallet af hulrum er ikke kun et spørgsmål om fysisk plads; det kræver en grundlæggende revurdering af Sprøjtestøbningsvæskedynamik .
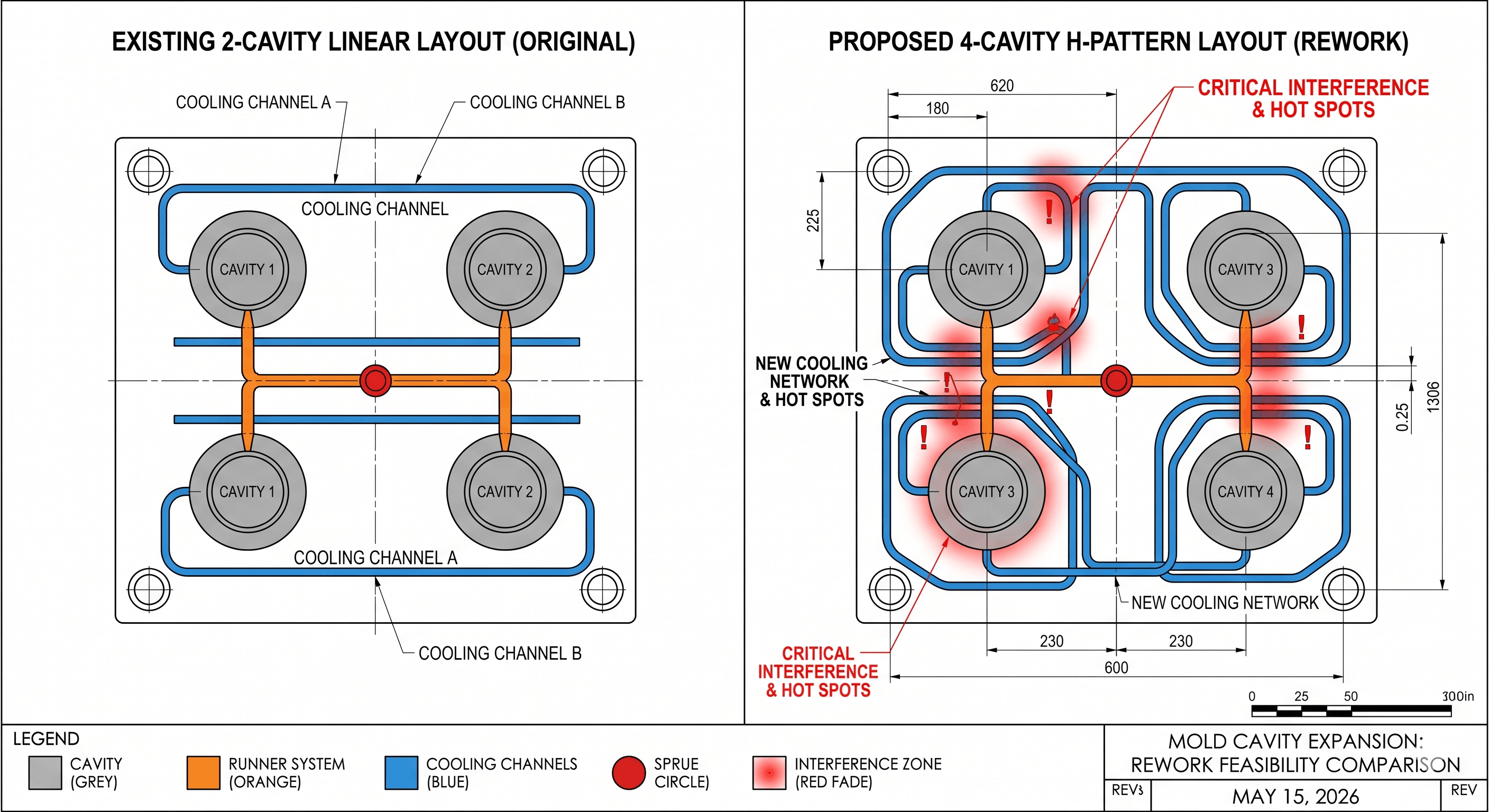
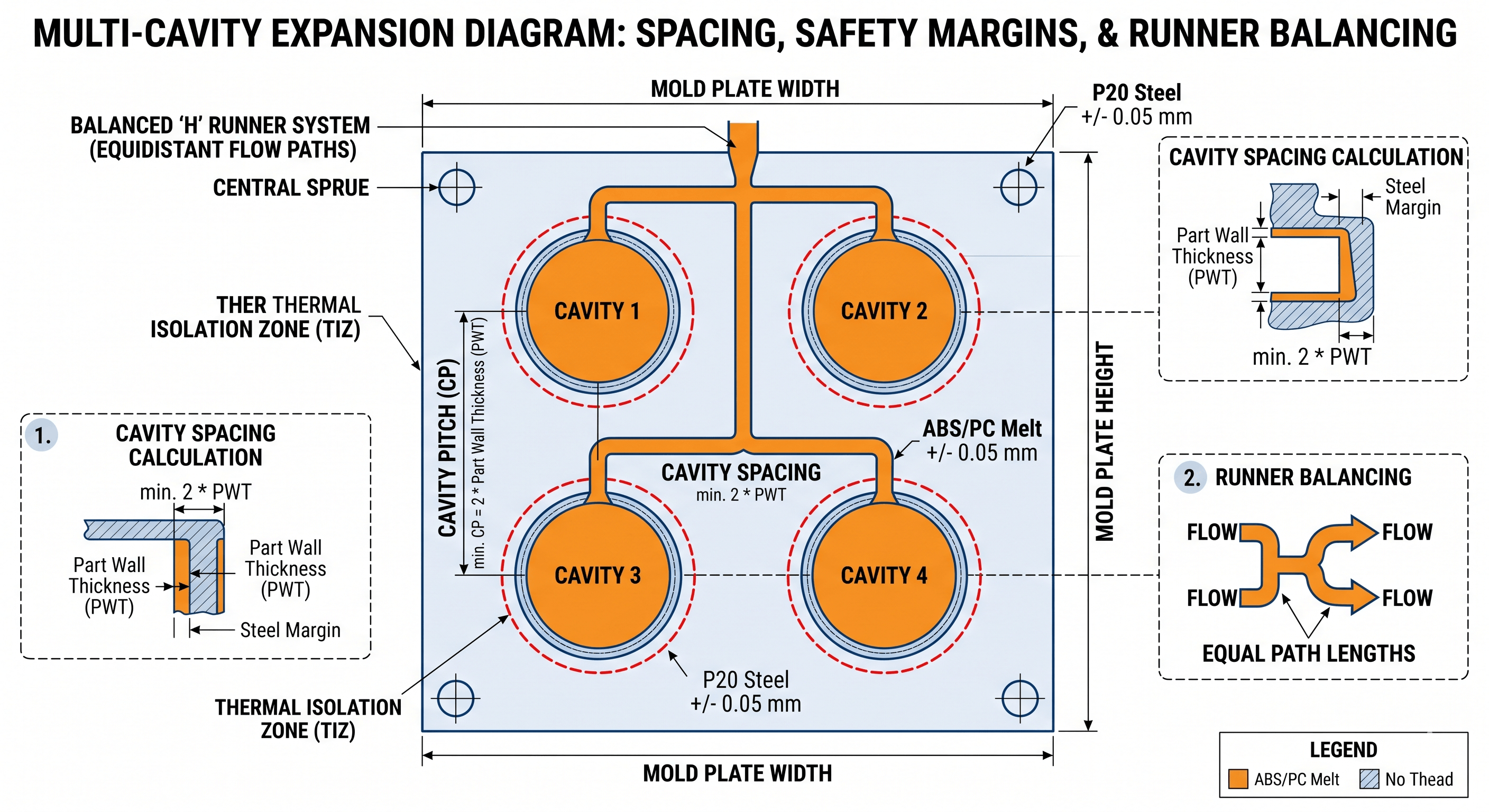
- Løber balancering: En form med 2 hulrum bruger typisk en lineær løber. Udvidelse til 4 hulrum kræver en overgang til en H-mønster eller cirkulær symmetri for at sikre identisk tryk, temperatur og påfyldningstid på tværs af alle hulrum. Hvis det midterste fremføringspunkt er fast, er det næsten umuligt at opnå denne balance efter konstruktion uden at gå på kompromis med delens kvalitet.
- Termisk belastning og kølelogik: Tilføjelse af hulrum fordobler den termiske energi, der kommer ind i formen. Eksisterende Kølekanaler (Vandledninger) er sjældent placeret til at håndtere den ekstra varme. Undladelse af at omdirigere disse linjer skaber "hot spots", hvilket fører til ujævn krympning, vridning og betydeligt længere cyklustider.
- Strukturel integritet: Bearbejdning af nye hulrum i en eksisterende formbase svækker støttepillerne og pladerne. Under højt indsprøjtningstryk kan formpladerne gennemgå Mikro-afbøjning , hvilket forårsager flash eller uoprettelig skade på skillelinjen.
Teknisk beslutningsmatrix: Omarbejdning vs. nybygning
Den følgende sammenligning skitserer afvejningen mellem eftermontering af et gammelt værktøj og investering i en ny højtydende form.
| Evalueringsmetrik | Omarbejdning af eksisterende værktøj (eftermontering) | Ny bygning med 4 hulrum (ny investering) |
|---|---|---|
| Forhåndspris | Lavere (sparer 30%-50% på stål) | Højere (fuld anlægsinvestering) |
| Produktionseffektivitet | Ustabil; resulterer ofte i længere cyklusser | Høj; optimeret via konform køling |
| Delkonsistens | Dårlig; høj risiko for hulrum-til-hulrum-varians | Superior; valideret via CAE-simulering |
| Værktøjets levetid | Reduceret; svejseområder, der er tilbøjelige til at revne | lang; fuld strukturel integritet |
| Vedligeholdelsesfrekvens | Høj; stress på tætninger og rutsjebaner | Lav; anvender standardiserede komponenter |
Digital evaluering: Sådan kvantificeres "genbearbejdelighed"
Inden en ændring godkendes, skal ingeniører validere projektet ved hjælp af tre kvantitative KPI'er:
- Validering af klemkraft: Det samlede projicerede areal (A) på 4 dele ganget med hulrumstrykket § må ikke overstige 80 % af maskinens nominelle spændekraft (F).
Formel: F > (A1 A2 A3 A4) * P / 0,8 - Sikkerhed i hulrum og stål: Der skal være en minimum stålvægtykkelse på mindst 2x den maksimale delvægtykkelse mellem hulrum for at sikre termisk stabilitet.
- Skudkapacitetsforhold: Den samlede vægt på 4 dele bør ideelt set falde mellem 20% og 80% af injektionsmaskinens maksimale skudkapacitet for at forhindre polymernedbrydning.
Kontekstuelle uddrag
- Hvad er Runner Balancing? Det er ingeniørpraksis at designe lige lange strømningsbaner for at sikre, at smeltet plast når alle hulrum samtidigt, hvilket forhindrer udsving i delvægt og dimensioner.
- Hvad er klemkraft? Det tryk, der påføres af sprøjtestøbemaskinen for at holde formen lukket mod det indre tryk, der genereres af den indsprøjtede plast.
- Hvorfor forårsager Rework "Flash"? Flash opstår, når plastik lækker mellem formhalvdelene, ofte forårsaget af utilstrækkelig klemkraft eller pladeafbøjning efter tilføjelse af flere hulrum, end formbunden var designet til at understøtte.
Forfatter: IMTEC Mold
Kvalifikationer: Denne tekniske vejledning er skrevet af IMTEC Mould. Med over 18 års erfaring i fremstilling af højpræcisionsstøbeforme
Ekspertise: Specialiseret i DFM (Design for Manufacturing), Multi-cavity Optimization og medicinske sprøjtestøbningsprotokoller.

